En cualquier proyecto de mecanizado CNC, conseguir el acabado superficial ideal va mucho más allá de una simple cuestión estética. Es un factor determinante que influye directamente en la funcionalidad, la durabilidad y el rendimiento de las piezas mecanizadas. Esta guía completa te ayudará a entender los matices de los acabados CNC, explicando los procesos, comparando técnicas y ofreciéndote las claves para seleccionar el más adecuado para tu aplicación.
¿Qué es el Acabado Superficial?
El acabado superficial se refiere a la textura y suavidad de la superficie exterior de una pieza mecanizada. Es un parámetro crítico porque afecta no solo al aspecto visual, sino también a propiedades mecánicas como la resistencia a la corrosión, la reducción de la fricción, la capacidad de sellado y la vida útil de la pieza. Controlar este acabado asegura que el componente cumpla con las especificaciones técnicas para las que fue diseñado.
Diferencia entre Acabado y Proceso de Acabado
Aunque suenan similares, estos términos describen conceptos distintos. El acabado superficial es el resultado: la textura y calidad inherente de la superficie después del mecanizado, que se mide con parámetros como la rugosidad media (Ra). Por otro lado, el proceso de acabado superficial son las operaciones adicionales que se aplican a la pieza ya mecanizada para alterar o mejorar sus propiedades, como el anodizado, el pintado en polvo o el chorreado con microesferas.
Niveles de Rugosidad en Piezas Mecanizadas
La rugosidad superficial, normalmente expresada con el valor Ra (Rugosidad Media), es la medida cuantitativa de la suavidad de una superficie. Elegir el nivel correcto es un equilibrio entre rendimiento y coste.
- 0.4 μm Ra (Acabado Espejo): Es una superficie ultrafina, casi como un espejo. Se requiere en componentes de alta precisión como cojinetes de alta velocidad o piezas aeroespaciales donde la fricción debe ser mínima. Es el acabado más costoso debido al intensivo trabajo de mecanizado y control de calidad.
- 0.8 μm Ra (Acabado Fino): Ofrece un equilibrio ideal entre coste y rendimiento. Es común en electrónica de consumo y componentes de automoción que necesitan ser fiables y tener buena apariencia, pero sin el coste extremo del acabado espejo.
- 1.6 μm Ra (Acabado Estándar): Es el nivel de referencia para una gran variedad de aplicaciones industriales generales. Es suficientemente suave para muchos componentes mecánicos donde el acabado no es crítico para su función, ofreciendo un coste de producción contenido.
- 3.2 μm Ra (Acabado Funcional): Esta rugosidad es aceptable en piezas donde la prioridad es la funcionalidad, no la estética. Se usa en componentes estructurales internos o zonas no visibles. Es la opción más económica.
Métodos de Acabado Superficial en Mecanizado CNC
Las técnicas para modificar y mejorar la superficie de una pieza son muy variadas y se pueden clasificar en métodos mecánicos, químicos, electroquímicos y térmicos.
Métodos Mecánicos
Estos métodos alteran la superficie mediante la acción física de herramientas o abrasivos.
- Fresado y Torneado de Acabado: Los propios procesos de mecanizado determinan la textura inicial. Un fresado con pasadas finas y herramientas adecuadas puede dejar un buen acabado. Es versátil y aplicable a metales y plásticos.
- Rectificado: Utiliza una muela abrasiva para conseguir superficies extremadamente lisas (hasta 0.1 μm Ra) y tolerancias muy ajustadas. Es ideal para materiales duros como acero templado o cerámica.
- Lijado: Un proceso manual o automático que usa abrasivos para eliminar pequeñas imperfecciones y preparar la superficie para pintura u otros acabados. Es simple pero puede ser laborioso.
- Chorreado con Microesferas (Bead Blasting): Consiste en proyectar pequeñas esferas de vidrio a alta presión contra la pieza. Se obtiene un acabado uniforme, mate y satinado, muy usado en automoción y electrónica para mejorar la estética o preparar para el anodizado.
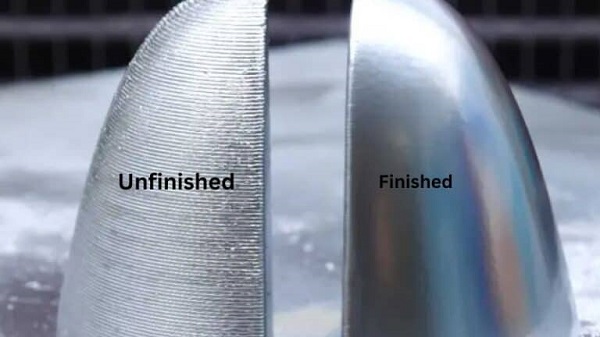
- Pulido: Busca un acabado brillante y reflectante, casi como un espejo, mediante abrasivos finos o pastas. Mejora la estética, reduce la fricción y facilita la limpieza, siendo común en la industria alimentaria y médica.
- Cepillado (Brushing): Crea una textura lineal y uniforme, un acabado satinado muy característico en electrodomésticos y paneles decorativos de aluminio o acero inoxidable.
- Tamboreado (Tumbling): Ideal para procesar grandes lotes de piezas pequeñas. Se introducen en un tambor con abrasivos que, al girar, desbarban, suavizan y pulen las superficies.
Métodos Químicos
Estos métodos modifican la superficie mediante reacciones químicas, sin acción mecánica.
- Fresado Químico (Chemical Milling): Se utiliza un agente químico para disolver el material de zonas no protegidas por una máscara. Es ideal para crear aligeramientos complejos en chapas de aluminio para la industria aeroespacial.
- Pasivado: Tratamiento químico (generalmente con ácido cítrico o nítrico) para el acero inoxidable. Elimina el hierro superficial y favorece la formación de una capa protectora de óxido de cromo, aumentando su resistencia a la corrosión.
- Revestimientos de Conversión Química: Crean una capa protectora en la superficie del metal mediante una reacción química. El Alodine (cromatado) es un ejemplo común para el aluminio, mejorando la adherencia de la pintura y la resistencia a la corrosión.
Métodos Electroquímicos
Utilizan una corriente eléctrica para impulsar una reacción química en la superficie de la pieza.
- Anodizado: Es el proceso electroquímico más común para el aluminio. Aumenta el espesor de la capa de óxido natural, mejorando drásticamente la resistencia al desgaste y la corrosión. Además, permite teñir la pieza de varios colores. Existen tres tipos principales:
- Tipo I (Ácido crómico): Capas finas, mantiene tolerancias, usado en aeronáutica.
- Tipo II (Ácido sulfúrico): El más común, buen equilibrio y permite teñido.
- Tipo III (Anodizado duro): Capa muy gruesa y dura, máxima protección para aplicaciones militares o industriales.
- Galvanoplastia (Electroplating): Utiliza corriente eléctrica para depositar una capa de un metal (como zinc, cromo, níquel u oro) sobre la pieza. Mejora la estética, la conductividad o la resistencia a la corrosión.
- Níquel Químico (Electroless Nickel Plating): A diferencia de la galvanoplastia, no necesita corriente eléctrica. La reacción química deposita una capa de níquel-fósforo de espesor uniforme, incluso en geometrías complejas. Ofrece excelente resistencia al desgaste y a la corrosión.
- Electropulido: Es el proceso inverso a la galvanoplastia. Se aplica corriente para disolver las micro-irregularidades de la superficie metálica (generalmente acero inoxidable), dejándola lisa, brillante y más fácil de limpiar. Es clave en la industria farmacéutica y alimentaria.
Métodos Térmicos
Aplican calor para modificar la superficie o aplicar un recubrimiento.
- Pintura en Polvo (Powder Coating): Se aplica un polímero en polvo sobre la pieza (cargada electrostáticamente) y luego se cura en un horno. Forma una capa gruesa, uniforme y muy resistente a golpes, arañazos y corrosión. Es muy común en carrocerías, muebles de exterior y maquinaria.
- Grabado Láser: Un rayo láser elimina material de forma controlada para crear marcas permanentes como logotipos, números de serie o códigos QR. Es un proceso de alta precisión aplicable a casi cualquier material.
- Tratamientos Térmicos: Procesos como el temple, revenido o cementado no son acabados estéticos, sino que modifican la microestructura del material (normalmente acero) para aumentar su dureza superficial o su tenacidad.
| Método de Acabado | Tipo | Material Común | Acabado / Propiedad Principal | Coste Relativo |
|---|---|---|---|---|
| Chorreado | Mecánico | Metales, Plásticos | Mate uniforme, prepara para pintura/anodizado | Bajo |
| Pulido | Mecánico | Metales (acero inox., Al) | Brillante, tipo espejo, reduce fricción | Medio-Alto |
| Anodizado (Tipo II) | Electroquímico | Aluminio | Resistente a corrosión, permite color | Medio |
| Níquel Químico | Químico | Metales, Plásticos | Capa uniforme, alta resistencia al desgaste | Medio-Alto |
| Pintura en Polvo | Térmico | Metales | Capa gruesa, alta durabilidad y estética | Medio |
| Electropulido | Electroquímico | Acero Inoxidable | Liso, brillante, fácil limpieza (higiénico) | Alto |
¿Se Pueden Combinar Varios Acabados?
Sí, combinar acabados es una práctica común para optimizar las propiedades de una pieza. Por ejemplo, una pieza de aluminio puede ser primero chorreada para obtener un acabado mate uniforme y luego anodizada para protegerla y darle color. Otro caso es aplicar una capa de conversión química (como Alodine) antes de la pintura en polvo para mejorar la adherencia y la protección contra la corrosión. La clave es planificar la secuencia correcta para no dañar el acabado previo.
¿Cómo se Mide el Acabado Superficial?
La medición de la rugosidad se realiza con instrumentos específicos:
- Rugosímetros: Utilizan una aguja (palpador) que recorre la superficie y traduce sus micro-variaciones en un valor numérico, normalmente el Ra.
- Profilómetros ópticos: Utilizan luz en lugar de una aguja para generar un mapa 3D de la superficie, ideal para superficies muy delicadas.
Preguntas Frecuentes (FAQ)
¿Son caros los acabados superficiales en mecanizado CNC?
El coste varía mucho según la complejidad. Un acabado simple como el chorreado puede costar entre 30 y 50 euros por pieza, mientras que procesos más complejos como el niquelado químico o el anodizado duro pueden superar los 150-200 euros, dependiendo del tamaño y la preparación necesaria.
¿Cuánto tiempo lleva aplicar un acabado?
Un acabado sencillo como el chorreado puede completarse en unas horas. Procesos como el anodizado o el niquelado suelen llevar entre 24 y 48 horas, incluyendo los ciclos de limpieza, tratamiento y secado.
¿Qué es el «Ra» y por qué es importante?
Ra significa «Roughness Average» (Rugosidad Media). Es el valor numérico (en micras o micropulgadas) que cuantifica la suavidad de una superficie. Un Ra bajo indica una superficie muy lisa; un Ra alto, una superficie rugosa.
¿Cómo preparo una pieza para un acabado?
La preparación es clave. Generalmente incluye una limpieza profunda para eliminar restos de aceite y virutas, y un desbarbado para suavizar esquinas vivas que puedan afectar al acabado o suponer un riesgo.
Contacto con Yigu Prototipado Rápido
¿Tienes un proyecto de mecanizado CNC y no estás seguro de qué acabado superficial es el más adecuado? En Yigu Prototipado Rápido, somos expertos en guiar a nuestros clientes a través de todas las opciones. Te asesoramos desde la fase de diseño para seleccionar el acabado que mejor se adapte a tu presupuesto y necesidades funcionales. Contacta con nosotros para que podamos estudiar tu pieza y ofrecerte la solución de acabado perfecta, garantizando la calidad y el rendimiento que buscas.