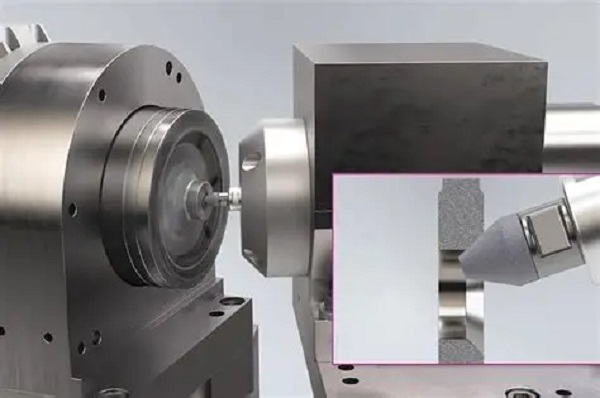
El rectificado interior es un proceso de mecanizado de precisión diseñado para alcanzar dimensiones exactas en el interior de las piezas. Hablamos de agujeros, cilindros, ranuras, conos y cualquier cavidad interna que requiera un acabado impecable. Funciona mediante una pequeña muela abrasiva montada al final de un husillo que gira a alta velocidad dentro del espacio a mecanizar. Con la capacidad de lograr tolerancias de hasta 0.025 mm (0.001″) y acabados superficiales de alta calidad, este método suele ser la opción preferida frente al escariado o el bruñido cuando se necesita un equilibrio perfecto entre precisión, versatilidad y coste. Es el proceso que garantiza, por ejemplo, que un cilindro hidráulico no pierda presión o que un cojinete de avión gire con la fricción justa.
¿Cómo se realiza el proceso de rectificado interior?
El éxito del rectificado interior reside en una planificación meticulosa. A diferencia del mandrinado (que solo trabaja cilindros) o el bruñido (enfocado en acabados ultrafinos), el rectificado interior es más versátil. En las etapas iniciales, se definen parámetros clave como la velocidad de rotación del husillo, la velocidad de la pieza (si gira) y la velocidad de avance de la muela.
Antes de empezar, es obligatorio inspeccionar al detalle el husillo, la muela y el equipo. Cualquier desgaste, desequilibrio o acumulación de polvo en la herramienta puede arruinar una pieza costosa. Una vez verificado, se procede al rectificado. Las piezas redondas se fijan en un plato giratorio que rota en dirección contraria a la muela. Otras geometrías se fijan en una mesa mientras la muela penetra en la cavidad.
El rectificado es un proceso de desbaste fino. Se puede eliminar material en pasadas de tan solo 0.025 mm. El trabajo continúa hasta alcanzar las dimensiones exactas. Al finalizar, un estricto control de calidad verifica que la tolerancia, la concentricidad y el acabado superficial cumplen con los requisitos técnicos.
Materiales compatibles: ¿Qué tipos de piezas se pueden rectificar?
La versatilidad del proceso permite trabajar con una amplia gama de materiales, desde metales duros hasta plásticos frágiles.
- Metales: Es la aplicación más común. Aceros, aluminios, titanio y aleaciones especiales se rectifican interiormente para crear desde cilindros hidráulicos y pistas de rodamientos hasta componentes para motores de avión. El proceso se adapta tanto a piezas pequeñas y complejas como a grandes componentes industriales.
- Cerámica: Materiales como la alúmina o la zirconia son extremadamente duros y resistentes al calor, pero muy frágiles. El rectificado interior de cerámica requiere un control extremo para evitar microfisuras. Es un proceso vital en la fabricación de implantes médicos y componentes para equipos de diagnóstico de alta precisión.
- Plásticos: Aunque más blandos, muchos plásticos de ingeniería necesitan agujeros y cavidades con tolerancias muy ajustadas. El rectificado interior se utiliza en piezas para las industrias alimentaria, automotriz y electrónica, donde se valora su ligereza y resistencia química.
Ventajas clave del rectificado interior
Características internas de alta precisión
La principal fortaleza del rectificado interior es su capacidad para generar geometrías internas complejas con un alto grado de concentricidad y redondez. Mientras que el escariado solo mejora agujeros rectos, el rectificado interior puede trabajar con conos, ranuras internas y alivios. Es esencial para el rendimiento de componentes mecánicos donde el ajuste entre piezas es crítico.
Tolerancias ajustadas
Aunque no alcanza la precisión extrema del bruñido (que puede llegar a 0.0025 mm), el rectificado interior ofrece un excelente equilibrio con tolerancias de ±0.025 mm. Esta precisión es más que suficiente para la gran mayoría de aplicaciones en la industria automotriz, de maquinaria y aeroespacial, con la ventaja de ser un proceso más rápido y económico.
Mejora del acabado superficial
El proceso abrasivo no solo da forma, también deja una textura superficial muy superior al mecanizado convencional. Se pueden conseguir desde acabados mates y funcionales hasta superficies internas brillantes y reflectantes, lo que reduce la fricción y mejora la estética de la pieza.
Desventajas y limitaciones del proceso
Limitaciones en geometrías muy pequeñas
Existe un límite de tamaño. Para agujeros muy pequeños (como orificios de expulsores en moldes), el diámetro de la muela puede ser demasiado grande o el husillo puede no tener la rigidez suficiente para llegar al fondo sin vibrar. En estos casos, a veces es mejor optar por otras técnicas.
Configuración compleja y lenta
Montar una máquina rectificadora interior es más lento y complejo que preparar un rectificado externo. La correcta alineación del husillo, la muela y la pieza es crucial y requiere operarios muy cualificados. Este tiempo de preparación puede afectar a la eficiencia si se trata de lotes de producción muy pequeños.
Aplicaciones del rectificado interior por industria
Fabricación general
Es un proceso omnipresente. Desde la industria automotriz hasta la médica, pasando por la agricultura. Se usa masivamente para fabricar cojinetes y pistas de rodamientos. En el sector médico, es vital para dar superficies seguras y precisas a prótesis e instrumentos quirúrgicos. En la fabricación de máquinas herramienta, se usa para conseguir agujeros precisos en pinzas de sujeción y portaherramientas.
Ingeniería de precisión
El rectificado interior es el acabado estrella para moldes, matrices y calibres personalizados. La precisión en los agujeros de los expulsores de un molde de inyección, por ejemplo, es crucial para que la pieza final salga perfecta y sin marcas.
Industria aeroespacial
Aquí la seguridad no admite errores. El rectificado interior se aplica en cilindros hidráulicos del tren de aterrizaje, componentes de turbinas, toberas y compresores. Un acabado interno liso y una dimensión exacta son esenciales para soportar presiones y temperaturas extremas.
Sector automotriz
Es ideal para cilindros de motor, cojinetes de biela y asientos de válvulas. La capacidad de lograr superficies internas de alta calidad asegura un mejor sellado y menor desgaste, lo que se traduce en motores más eficientes y duraderos.
Alternativas al rectificado interior
| Método | Descripción | Ideal para | Precisión típica |
|---|---|---|---|
| Rectificado interior | Muela pequeña dentro de la cavidad. | Agujeros, conos, ranuras internas. | ±0.025 mm |
| Mandrinado | Herramienta de corte de un solo punto. | Agrandar y alinear agujeros de gran diámetro. | ±0.05 – 0.1 mm |
| Bruñido (Honing) | Piedras abrasivas que frotan la superficie. | Acabado ultrafino y corrección geométrica de cilindros. | ±0.0025 mm |
| Escariado | Herramienta de corte de múltiples filos. | Acabado de agujeros rectos con tolerancia media. | ±0.01 – 0.02 mm |
| Rectificado externo | Muela sobre superficie exterior. | Ejes y superficies cilíndricas externas. | ±0.01 mm |
| Rectificado sin centros | Pieza apoyada entre dos muelas. | Piezas cilíndricas pequeñas en grandes series. | ±0.005 mm |
Rectificado externo o cilíndrico: Es el «hermano opuesto». Se usa para ejes y superficies externas. La pieza y la muela giran en direcciones opuestas. Ideal para crear piezas de simetría rotacional.
Rectificado plano: La muela arranca material de una superficie plana. La pieza se fija a una mesa que se mueve bajo la muela. Perfecto para obtener dimensiones precisas en superficies amplias o para mecanizar varias piezas pequeñas a la vez.
Rectificado sin centros: La pieza no se sujeta, sino que se apoya entre una muela rectificadora y una muela reguladora. Es extremadamente rápido y preciso para piezas cilíndricas pequeñas como pasadores o agujas.
Conclusión
El rectificado interior es un proceso de precisión insustituible cuando se requiere alta calidad en el corazón de una pieza. Ofrece un equilibrio inmejorable entre versatilidad geométrica, tolerancias ajustadas (±0.025 mm) y un excelente acabado superficial, superando a métodos como el escariado en aplicaciones complejas. Aunque su configuración puede ser lenta y tiene limitaciones en agujeros muy pequeños, su capacidad para trabajar metales, cerámicas y plásticos lo convierte en un pilar fundamental para las industrias automotriz, aeroespacial, médica y de fabricación en general. Si la funcionalidad de tu pieza depende de lo que ocurre en su interior, este es el proceso que necesitas.
Preguntas frecuentes (FAQ)
¿Cuál es la diferencia clave entre el rectificado interior y el mandrinado?
La diferencia está en la herramienta. El mandrinado usa una herramienta de corte de un solo punto para agrandar un agujero, similar a un torno pero en posición horizontal. El rectificado interior usa una muela abrasiva que «araña» la superficie. El rectificado consigue mejores acabados y tolerancias más ajustadas, especialmente en materiales duros.
¿Se puede rectificar el interior de una pieza de cerámica sin que se rompa?
Sí, pero requiere mucha experiencia. La cerámica es frágil. El proceso debe ser muy suave, con velocidades controladas y una muela adecuada para evitar microfisuras. Se usa con éxito para fabricar implantes médicos y componentes electrónicos de alta precisión.
¿Hasta qué profundidad puede llegar una muela de rectificado interior?
Depende del diámetro del agujero y de la rigidez del husillo. La limitación no es tanto la profundidad, sino la relación longitud-diámetro. Cuanto más largo y estrecho sea el agujero, más difícil es evitar la vibración de la muela. Existen herramientas especiales para agujeros profundos, pero tienen un límite práctico.
¿El rectificado interior es más caro que el escariado?
Generalmente, sí, el coste por pieza suele ser mayor debido al tiempo de preparación y al desgaste de la muela. Sin embargo, si tu pieza requiere una tolerancia muy ajustada (±0.025 mm) o un acabado específico, el rectificado interior es la opción más fiable y, a largo plazo, la más rentable para evitar fallos.
Contacto con Yigu Prototipado Rápido
En Yigu Prototipado Rápido somos expertos en mecanizados de alta precisión. Nuestro servicio de rectificado interior está pensado para proyectos que exigen lo mejor: desde la reparación de componentes industriales hasta la fabricación de piezas críticas para el sector aeroespacial o médico. Contamos con la maquinaria y el talento humano necesario para garantizar tolerancias de ±0.025 mm con acabados impecables. Si buscas un socio que entienda la importancia de los detalles, [contáctanos hoy mismo] y descubre cómo podemos optimizar tu próximo proyecto.







