La electroerosión (EDM), a veces llamada «mecanizado por chispas», es una de las herramientas más útiles y singulares en el arsenal de un maquinista. En lugar de utilizar una herramienta de corte afilada, este proceso emplea chispas eléctricas controladas para erosionar el material, abriendo un abanico de posibilidades de fabricación que el mecanizado tradicional no puede ofrecer. Sin embargo, no siempre es fácil identificar cuándo es mejor usar EDM. Este artículo describe ocho situaciones específicas en las que la electroerosión puede ser superior al mecanizado convencional (fresado, torneado), mejorando la calidad del producto final o reduciendo los costes del proyecto.
¿Qué es la Electroerosión (EDM)?
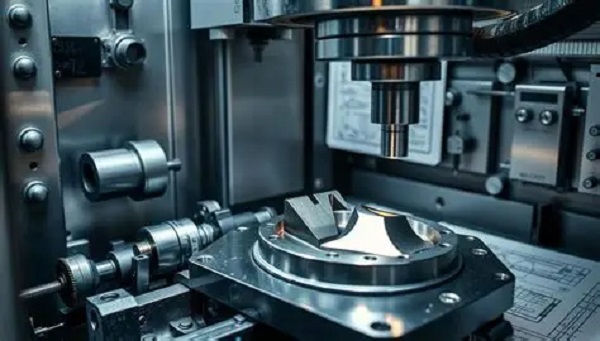
La electroerosión (EDM) es un proceso de fabricación y prototipado para piezas metálicas. A diferencia de una máquina CNC convencional que utiliza una herramienta de corte física, la EDM utiliza descargas eléctricas (chispas) para erosionar el material. Tanto la herramienta (electrodo) como la pieza de trabajo deben ser conductoras de la electricidad y están sumergidas en un líquido dieléctrico. Al aplicar un voltaje, se genera una chispa que funde y vaporiza pequeñas partículas de la pieza. Las ventajas principales sobre el mecanizado tradicional incluyen la capacidad de penetrar metales muy duros, mecanizar formas complejas y reducir la distorsión en detalles finos. Los dos tipos principales son la electroerosión por penetración (sinker EDM) y la electroerosión por hilo (wire EDM) .
8 Situaciones donde el EDM es Mejor
Aquí hay ocho escenarios de ingeniería en los que la electroerosión puede producir mejores resultados que una máquina CNC convencional.
Cuando se Necesitan Esquinas Internas Vivas
Con una máquina CNC convencional, conseguir una esquina interna viva (de 90 grados) es prácticamente imposible, ya que las fresas son redondas y dejan un radio interior. Aunque hay trucos, a menudo se acepta la necesidad de un radio. La electroerosión por hilo (wire EDM) , sin embargo, utiliza un hilo extremadamente fino (de tan solo 0.1 mm de diámetro) que permite crear esquinas prácticamente cuadradas. El radio de la esquina puede reducirse a tan solo 0.005 pulgadas (0.127 mm) , lo que es esencial en muchas aplicaciones de moldes y matrices.
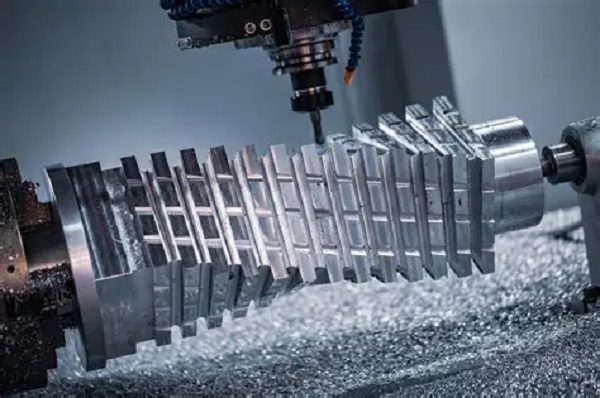
Cuando se Requieren Cortes Muy Profundos
En el fresado convencional, mecanizar cavidades profundas requiere herramientas largas y delgadas. Una relación longitud/diámetro alta puede provocar vibraciones (chatter) , lo que degrada la calidad del acabado superficial y puede romper la herramienta. La EDM no sufre de este problema, ya que no hay contacto físico. Puede realizar agujeros con una relación longitud/diámetro de hasta 20:1 sin esfuerzo, e incluso llegar a relaciones de 100:1 en situaciones específicas, ideal para aplicaciones como la refrigeración de álabes de turbina.
Cuando el Material de la Pieza es Extremadamente Duro
El EDM es el proceso rey para mecanizar materiales excepcionalmente duros como aceros templados, carburo de tungsteno (widia), Hastelloy, titanio o Inconel. Estos materiales son muy difíciles o imposibles de cortar con herramientas convencionales, ya que el desgaste de la herramienta es altísimo y el proceso es lento. La dureza del material no afecta significativamente la capacidad de la EDM para cumplir con tolerancias ajustadas, ya que la erosión es por calor, no por fuerza mecánica. Es la técnica ideal para fabricar matrices, moldes y las propias herramientas de corte.
Cuando las Piezas Requieren un Acabado Espejo
Aunque la EDM suele dejar una superficie con pequeños cráteres, un control muy preciso de los parámetros (baja potencia y velocidades muy lentas) puede producir un acabado superficial excepcionalmente liso, similar a un espejo, de alrededor de 5 RMS (Ra 0.1 µm) . Otra técnica avanzada es introducir un polvo abrasivo fino en el líquido dieléctrico, lo que crea un efecto de pulido durante el propio proceso de mecanizado, consiguiendo una superficie reflectante sin necesidad de operaciones secundarias.
Cuando se Fabrica Sin Supervisión (Lights-Out Manufacturing)
El proceso de EDM es más predecible y menos propenso a errores catastróficos (como la rotura de una herramienta) que el mecanizado convencional. Esto lo hace ideal para operaciones automatizadas y sin supervisión durante largos periodos, como por la noche. Si el sistema puede cargar y descargar piezas y electrodos de forma automática, se puede lograr un flujo de trabajo altamente eficiente y rentable que funcione las 24 horas del día con una supervisión mínima.
Cuando se Fabrican Moldes y Matrices
En la fabricación de moldes de inyección o matrices de forja, a menudo se combinan ambas tecnologías. Se puede usar un fresado CNC para el desbaste y la forma general, y luego utilizar electroerosión por hilo para cortar los detalles finos, las zonas de difícil acceso o para separar las diferentes partes del molde. La electroerosión por penetración es insustituible para crear cavidades con formas complejas y ángulos internos vivos que una fresa no puede alcanzar.
Cuando se Requieren Tolerancias Muy Ajustadas
El EDM es un proceso de alta precisión. Con múltiples pasadas (desbaste y acabado), puede alcanzar tolerancias de hasta +/- 0.0002 pulgadas (+/- 0.005 mm) . Además, al no haber contacto físico, no se generan tensiones mecánicas que puedan deformar piezas frágiles o de paredes delgadas, lo que facilita mantener esa precisión en la pieza final.
Cuando se Necesita Extraer una Herramienta Rota
Esta es una aplicación clásica y muy útil del EDM por penetración. Imagina que un macho de roscar se rompe dentro de una pieza de alto valor. Intentar extraerlo mecánicamente es casi imposible sin dañar la pieza. Con un electrodo de cobre o grafito de pequeño diámetro, un sinker EDM puede erosionar el macho roto, pulverizándolo sin dañar en absoluto la rosca de la pieza. Es un «comodín» para salvar piezas que, de otro modo, se convertirían en chatarra.
| Situación | Mecanizado Convencional | Electroerosión (EDM) |
|---|---|---|
| Esquinas internas | Siempre tienen un radio (por la fresa) | Pueden ser casi vivas (gracias al hilo fino) |
| Cortes profundos | Limitado por vibraciones de la herramienta larga | No hay límite práctico (relación L/D hasta 100:1) |
| Materiales duros | Difícil, desgaste de herramienta muy alto | Ideal, la dureza no es un obstáculo |
| Acabado superficial | Bueno, pero a menudo con marcas de herramienta | Puede lograr acabado espejo (Ra 0.1 µm) |
| Extraer herramienta rota | Muy difícil, riesgo alto de dañar la pieza | El método estándar para salvar la pieza |
Preguntas Frecuentes (FAQ)
¿Cuál es la principal ventaja del EDM sobre el fresado?
Su principal ventaja es la capacidad de mecanizar materiales extremadamente duros y crear geometrías complejas (como ángulos internos vivos o cavidades profundas y estrechas) que son difíciles o imposibles de fresar, sin generar vibraciones ni tensiones mecánicas.
¿Qué es más rápido, el fresado CNC o la electroerosión?
En la gran mayoría de los casos, el fresado CNC es mucho más rápido para eliminar grandes volúmenes de material. La electroerosión es un proceso lento, pero es la única opción viable para ciertas geometrías y materiales.
¿Qué tipo de EDM se usa para cortar una placa gruesa de acero templado?
La electroerosión por hilo (wire EDM) es la técnica ideal para cortar perfiles en placas gruesas de cualquier material conductor, independientemente de su dureza.
¿Se puede usar EDM para hacer un agujero ciego con fondo plano?
Sí, para eso se utiliza la electroerosión por penetración (sinker EDM) . Se fabrica un electrodo con la forma exacta de la cavidad (incluyendo el fondo plano) y se hunde lentamente en la pieza para crear la forma deseada.
Contacto con Yigu Prototipado Rápido
¿Tu proyecto requiere las capacidades únicas de la electroerosión? En Yigu Prototipado Rápido, dominamos tanto la electroerosión por hilo como por penetración. Ofrecemos soluciones de fabricación avanzadas para materiales duros, geometrías complejas y tolerancias extremas. Desde la fabricación de moldes y matrices hasta el salvamento de piezas con herramientas rotas, nuestro equipo de ingenieros está listo para asesorarte. Contacta con nosotros hoy mismo para discutir tu proyecto y descubrir cómo la electroerosión puede ser la solución que necesitas.