Si alguna vez has tenido que mecanizar una ranura limpia y precisa en una pieza metálica, sabes lo importante que es el fresado de ranuras. Ya sea para crear ranuras en T, canales de refrigeración o chaveteros con tolerancias ajustadas, este proceso ofrece el control y la precisión necesarios. Es una de las formas más fiables de producir ranuras y perfiles complejos que cumplan con las especificaciones, una y otra vez. En la industria moderna, desde la automoción hasta la electrónica, el fresado de ranuras es esencial para fabricar componentes de alta precisión. En este artículo, exploraremos en detalle cómo funciona, por qué es importante y cómo puedes optimizar tus procesos para obtener los mejores resultados.
¿Qué es el Fresado de Ranuras?
El fresado de ranuras es una operación de mecanizado específica que se utiliza para producir cavidades alargadas (ranuras) en una pieza de trabajo mediante una fresa rotativa. La anchura de la ranura suele ser igual al diámetro de la herramienta, aunque puede variar según la trayectoria de la herramienta y la estrategia de mecanizado. Este proceso es fundamental en el mecanizado CNC moderno para crear chaveteros, ranuras en T y canales rectos con gran precisión y repetibilidad. El objetivo principal es eliminar material de forma controlada a lo largo de una trayectoria lineal, creando geometrías que facilitan el ensamblaje de piezas, la distribución de cargas o el paso de fluidos y cables.
Características Clave
- Precisión: Permite alcanzar tolerancias de hasta ±0.02 mm y acabados superficiales inferiores a Ra 1.6 µm.
- Versatilidad: Se pueden mecanizar ranuras rectas, curvas, en T, de cola de milano, chaveteros Woodruff y canales profundos.
- Eficiencia: Las trayectorias de herramienta modernas, como el fresado trocoidal, pueden aumentar la productividad entre un 25% y un 40% al mejorar la evacuación de viruta y reducir el calor.
Historia y Evolución del Fresado de Ranuras
El fresado de ranuras tiene sus orígenes a finales del siglo XIX, cuando se utilizaban fresadoras horizontales manuales para cortar chaveteros en ejes de máquinas de vapor. En la década de 1950, la introducción de fresas de plaquitas y portafresas permitió el mecanizado simultáneo de múltiples ranuras, una técnica conocida como fresado en tándem (gang milling) . La llegada del control numérico (CNC) en los años 80 supuso un gran avance, permitiendo movimientos de entrada controlados y una mejor evacuación de viruta. Desde la década de 2010, las trayectorias adaptativas y el fresado trocoidal se han vuelto comunes, reduciendo las fuerzas radiales, prolongando la vida útil de la herramienta y reduciendo los tiempos de ciclo hasta en un 50%.
¿Cómo Funciona el Fresado de Ranuras? Un Proceso Paso a Paso
El éxito del fresado de ranuras depende de una secuencia de pasos bien planificada. Cada fase, desde la preparación hasta la inspección, impacta directamente en la calidad final y la eficiencia del proceso.
1. Preparación
El primer paso es un análisis detallado del plano de la pieza. Debes examinar la anchura, profundidad y longitud de la ranura, así como las tolerancias y radios de esquina. Estos datos definen la geometría de la ranura y determinan si será abierta, cerrada o ciega, lo que influye directamente en la selección de la herramienta y la estrategia de entrada. Para ranuras ciegas o profundas, puede ser necesario taladrar un agujero de inicio para permitir la entrada limpia de la fresa.
2. Selección de la Herramienta
La elección de la fresa es crítica. La regla general es que el diámetro de la fresa debe coincidir lo máximo posible con la anchura de la ranura. Para un corte en una sola pasada, se recomienda usar un 95-100% de la anchura. Para pasadas de desbaste en materiales duros, un 60-70%.
- Material de la Herramienta: Para aceros de alta dureza (>35 HRC), las fresas de carburo con recubrimiento TiAlN son ideales. Para materiales blandos, las fresas de acero rápido (HSS) son una opción más económica.
- Geometría: Para ranuras profundas (más de 3 veces el diámetro de la herramienta), se recomiendan fresas de gran alcance con hélices variables para reducir las vibraciones.
3. Configuración y Sujeción
Un montaje rígido es esencial para evitar vibraciones y desviaciones. Utiliza mordazas de precisión o utillajes a medida. Asegúrate de que el voladizo de la herramienta sea lo más corto posible (idealmente menos de 2 veces su diámetro) para mantener la rigidez. Verifica que el descentramiento del husillo sea inferior a 0.005 mm.
4. Definición de Parámetros de Corte
Los parámetros deben calcularse cuidadosamente.
- Velocidad de Corte: Para aleaciones de acero, entre 120 y 350 m/min.
- Avance por Diente (fz): Generalmente entre 0.03 y 0.07 mm. Un avance demasiado bajo puede causar frotamiento y sobrecalentamiento; demasiado alto, rotura de la herramienta.
- Profundidad de Corte: Un enfoque eficaz es realizar un desbaste eliminando el 70% del material y luego una pasada de acabado con el 30% restante.
5. Estrategia de Entrada
Evita la entrada radial directa. Utiliza una entrada en rampa (con un ángulo de 45° o más) o una entrada en plunge (axial). Esto reduce la carga de impacto sobre la herramienta y mejora la evacuación de viruta.
6. Ejecución del Corte
El fresado trocoidal es la estrategia preferida para ranuras profundas o materiales duros. Mantiene una carga de viruta constante mientras reduce las fuerzas de corte radiales. Asegúrate de que al menos un diente de la fresa esté siempre en contacto para estabilizar la carga del husillo. Utiliza refrigerante de alta presión (más de 70 bares) para evacuar la viruta eficazmente.
7. Acabado e Inspección
Después del desbaste, realiza una pasada de acabado ligera para refinar las paredes de la ranura. Luego, se realiza el desbarbado para eliminar aristas vivas. Finalmente, la ranura se inspecciona utilizando herramientas como calibres, micrómetros o máquinas de medición por coordenadas (CMM) para verificar que cumple con las especificaciones.
Ventajas y Limitaciones del Fresado de Ranuras
Ventajas
- Alta Precisión: Permite obtener tolerancias muy ajustadas, esenciales para el ensamblaje de componentes.
- Flexibilidad Geométrica: Puede producir una amplia variedad de formas de ranura en una sola configuración.
- Eficiencia: Las estrategias modernas como el fresado trocoidal aumentan la productividad y la vida útil de la herramienta.
- Amplia Gama de Materiales: Funciona eficazmente en metales, plásticos y compuestos.
Limitaciones
- Desviación de la Herramienta: Puede ser un problema en ranuras muy profundas (> 3x diámetro de la herramienta).
- Evacuación de Viruta: Requiere sistemas de refrigerante de alta presión para materiales difíciles como el Inconel.
- Coste de Herramientas: Las fresas de carburo de alta calidad son más caras que las de HSS.
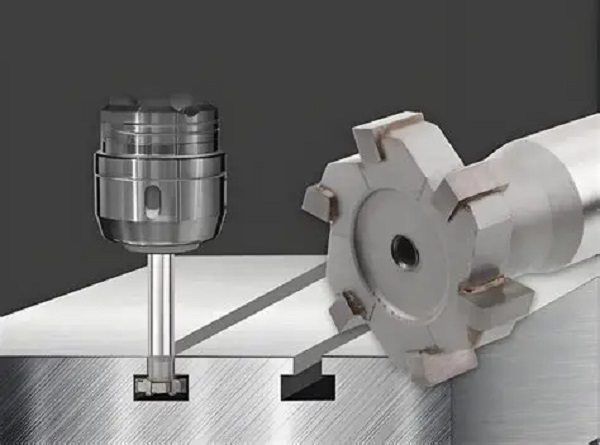
Técnicas Comunes de Fresado de Ranuras
Fresado con Fresa de Plano (End Milling)
La técnica más común, que utiliza fresas de 2, 3 o 4 filos para cortar ranuras rectas. Ideal para ranuras estándar en acero o aluminio.
Fresado Lateral (Side Milling)
Utiliza el perímetro de la fresa para cortar la ranura. Es excelente para ranuras profundas y paredes limpias, a menudo en fresadoras horizontales.
Fresado de Ranuras en T (T-Slot Milling)
Es un proceso de dos pasos. Primero se fresa una ranura guía recta. Luego, se utiliza una fresa para ranuras en T para mecanizar la parte inferior más ancha de la ranura, creando la característica forma de «T» muy común en mesas de máquinas y utillajes.
Fresado de Chaveteros Woodruff
Una operación especializada que utiliza una fresa para chaveteros Woodruff para mecanizar un asiento semicircular en un eje. Estos chaveteros son clave para la transmisión de par en engranajes y poleas.
Fresado en Tándem (Gang Milling)
Se montan varias fresas en un mismo mandril para mecanizar múltiples ranuras paralelas simultáneamente. Esto reduce drásticamente el tiempo de producción en piezas como disipadores de calor o guías lineales.
Estrategias de Trayectoria de Herramienta
La elección de la trayectoria es tan importante como la herramienta.
- Convencional: Trayectoria lineal simple. Fácil de programar, pero genera mayores fuerzas radiales y calor, lo que la hace menos adecuada para ranuras profundas o materiales duros.
- Trocoidal: La herramienta sigue una trayectoria circular o en bucle. Mantiene una carga de viruta constante y reduce las fuerzas radiales hasta en un 40%, lo que mejora la evacuación de viruta y la vida útil de la herramienta. Es ideal para ranuras estrechas y profundas. La única desventaja es que puede dejar marcas en las paredes que requieren una pasada de acabado.
- Plunge (Corte Axial): La herramienta entra verticalmente en el material, como un taladro. Minimiza la desviación de la herramienta y es útil para iniciar ranuras en materiales muy duros o para mecanizar ranuras muy profundas. Requiere una pasada de acabado posterior para las paredes.
Materiales para Fresado de Ranuras
- Metales: Aceros al carbono, aceros inoxidables, aluminio, titanio, aleaciones de cobre. Las velocidades de corte varían enormemente (aluminio: 300-350 m/min; titanio: 60-120 m/min).
- Plásticos: ABS, nailon, policarbonato. Se suelen usar herramientas de HSS para evitar el sobrecalentamiento y la fusión del material.
- Compuestos y Madera: Se utilizan fresas con geometría específica para evitar el deshilachado de las fibras.
Aplicaciones del Fresado de Ranuras
- Aeroespacial: Fresado de aligeramientos en estructuras, canales de refrigeración en componentes de motores.
- Automoción: Galerías de aceite en bloques de motor, canales de ventilación en discos de freno, chaveteros en ejes de transmisión.
- Equipamiento Industrial: Ranuras en T en mesas de fresado, guías lineales para sistemas de movimiento.
- Electrónica: Canales para disipación de calor en carcasas, guías para componentes.
Preguntas Frecuentes (FAQ)
¿Cuál es la diferencia entre fresado de ranuras y fresado frontal?
El fresado de ranuras utiliza todo el ancho de la fresa para cortar una cavidad alargada. El fresado frontal se utiliza para mecanizar superficies planas y amplias con la parte frontal de una fresa de gran diámetro, mejorando la planicidad y el acabado.
¿Cuál es la diferencia entre fresado de ranuras y fresado lateral?
El fresado de ranuras crea una ranura completa en la pieza. El fresado lateral elimina material de los lados verticales de una pieza, a menudo para crear paredes rectas o perfiles, sin necesariamente crear un suelo nuevo en la ranura.
¿Cuál es la mejor estrategia para mecanizar ranuras profundas?
La mejor estrategia suele ser el fresado trocoidal combinado con entradas en rampa. Esto minimiza las fuerzas radiales, evita la desviación de la herramienta y facilita la evacuación de viruta. Para profundidades extremas, se puede combinar con estrategias de «plunge».
¿Qué tipo de fresa se utiliza para ranuras en T?
Se utiliza una fresa para ranuras en T (T-slot cutter). Tiene una forma especial con un cuello estrecho y una cabeza ancha que permite mecanizar la parte inferior de la ranura después de haber hecho la ranura guía con una fresa estándar.
Contacto con Yigu Prototipado Rápido
¿Necesitas mecanizar ranuras de alta precisión en tus componentes? En Yigu Prototipado Rápido, somos expertos en todo tipo de operaciones de fresado, incluyendo el fresado de ranuras, chaveteros y formas complejas. Con más de 15 años de experiencia y certificación ISO 9001, utilizamos centros de mecanizado CNC de 3, 4 y 5 ejes para ofrecerte piezas con tolerancias de hasta ±0.01 mm en una amplia gama de metales y plásticos. Contacta con nosotros hoy mismo y recibe un presupuesto rápido para tu proyecto de fresado.