Introducción
En el mundo de la fabricación de alta precisión, hay operaciones que van más allá del taladrado convencional. Cuando se necesita un agujero con una tolerancia de micras, una redondez perfecta y una posición exacta repetible una y otra vez, se recurre al mandrinado de precisión (jig boring) . Este proceso, realizado en máquinas especializadas, es el estándar de oro para crear agujeros de alta exactitud en componentes críticos para las industrias aeroespacial, médica, de automoción y de fabricación de moldes. En este artículo, exploramos en qué consiste, los procesos que abarca, los materiales con los que trabaja y por qué es una operación tan especializada y valiosa.
¿Qué es el mandrinado de precisión (Jig Boring)?
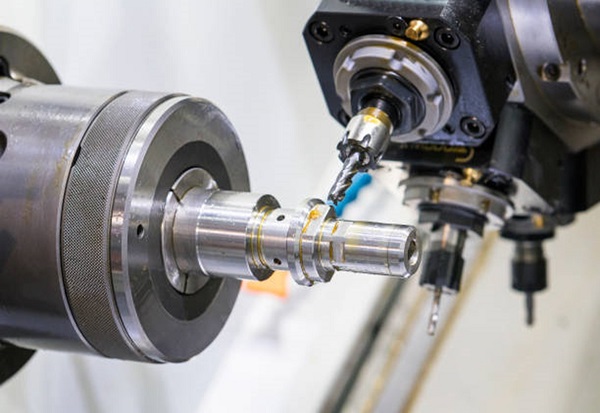
El mandrinado de precisión es un proceso de mecanizado que utiliza una máquina herramienta de altísima precisión, llamada mandrinadora de plantillas (jig borer) , para crear agujeros con una exactitud posicional y dimensional excepcional. La característica clave de estas máquinas es su capacidad para posicionar la herramienta de corte con tolerancias de nivel micrométrico y repetir esa posición de forma fiable. Esto las hace ideales para situaciones en las que la ubicación, el diámetro y la perpendicularidad de un agujero son absolutamente críticas.
La máquina consta de una columna que sostiene un cabezal con un husillo. El husillo se mueve verticalmente y hace girar la herramienta de mandrinar. Todo ello está montado sobre una mesa de trabajo que se desplaza horizontalmente con gran precisión.
Procesos de mandrinado
Una mandrinadora de plantillas puede realizar varias operaciones con una precisión que depende de la herramienta acoplada.
Taladrado, mandrinado, fresado y escariado
- Taladrado (Drilling): Creación de un agujero nuevo. Aunque la máquina puede taladrar, no es su uso más eficiente. Normalmente se prefiere hacer un agujero más pequeño con una taladradora CNC y luego acabarlo en la mandrinadora.
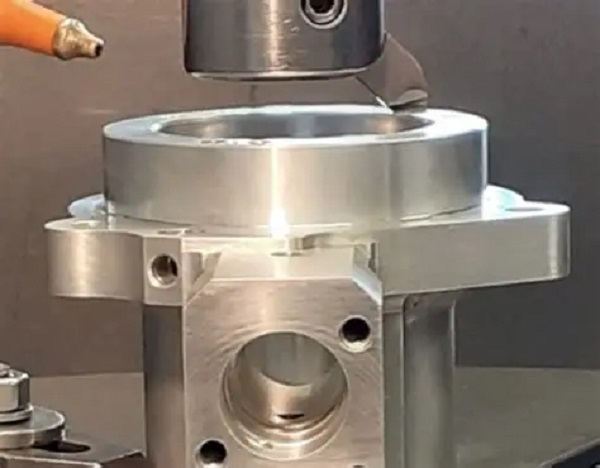
- Mandrinado (Boring): Es la operación estrella. Consiste en agrandar un agujero preexistente (por ejemplo, de fundición o taladrado) hasta un diámetro final con tolerancias muy ajustadas (típicamente de 2 a 10 micras). El mandrinado corrige cualquier desviación y asegura que el agujero sea perfectamente redondo y perpendicular a la superficie.
- Fresado ligero (Milling): Las mandrinadoras pueden realizar fresado ligero con poca profundidad de corte. No están diseñadas para soportar cargas laterales elevadas, por lo que se usan solo para acabados de superficies que requieren tolerancias muy finas.
- Escariado (Reaming): Operación de acabado que utiliza un escariador para dar un acabado superficial excelente y un diámetro muy preciso a un agujero ya existente. Las mandrinadoras son excelentes para esta tarea.
Materiales para mandrinado de precisión
El mandrinado de precisión se puede aplicar a una gran variedad de metales. La elección de la herramienta, la velocidad y el avance depende del material.
Metales comunes
| Material | Características para el mandrinado |
|---|---|
| Aceros aleados (Alloy Steels) | Amplia gama. Los de alta maquinabilidad son ideales; los más duros pueden requerir un proceso más lento (jig grinding). |
| Aluminio (Aluminum) | Material blando, excelente para mandrinar. Permite altas tasas de arranque de material. |
| Latón (Brass) | Muy fácil de mecanizar, ideal para mandrinado de precisión. |
| Bronce (Bronze) | Generalmente muy mecanizable, adecuado para cojinetes y bujes de precisión. |
| Acero al carbono (Carbon Steel) | Puede presentar desafíos por su baja resistencia a la tracción, requiriendo herramientas con rompevirutas. |
| Cobre (Copper) | El cobre puro puede ser difícil de mandrinar. |
| Fundición de hierro (Cast Iron) | Dura y quebradiza, forma virutas pequeñas, lo que la hace relativamente fácil de mandrinar. |
| Acero inoxidable (Stainless Steel) | Tiende al endurecimiento por deformación y genera calor. Requiere velocidades lentas y mucha refrigeración. |
| Plomo (Lead) | Blando y deformable, paradójicamente es difícil de mandrinar. Las virutas son peligrosas. |
Ventajas del mandrinado de precisión
¿Por qué recurrir a este proceso tan especializado?
- Alta precisión (High Accuracy): Las mandrinadoras de plantillas ofrecen una precisión posicional de nivel micrométrico (típicamente 5-10 µm, y hasta 2 µm en algunos casos).
- **Tolerancias ajustadas (Tight Tolerances):) Permiten alcanzar tolerancias dimensionales en los agujeros que otros procesos no pueden garantizar.
- Estabilidad térmica (Thermal Stability): Estas máquinas están diseñadas con componentes simétricos y sistemas de refrigeración activa para minimizar los errores por expansión térmica. A menudo se ubican en salas con temperatura controlada.
- Repetibilidad (Repeatability): Una vez fijada la posición, la máquina puede volver a ella con la misma precisión una y otra vez, garantizando la uniformidad en lotes de producción.
Desventajas y limitaciones
La precisión tiene un coste, y no solo económico.
Proceso lento y especializado
- Proceso lento (Slow Process): Las mandrinadoras están diseñadas para la precisión, no para la velocidad. Las tasas de arranque de material son bajas.
- Especialización (Specialization): No son máquinas de propósito general. No están diseñadas para soportar cargas laterales elevadas (fresado pesado) ni para operaciones de desbaste rápido. Usarlas para eso sería ineficiente.
- Alto coste (High Cost): La propia máquina es extremadamente cara debido a la precisión de sus componentes. El coste por hora de este servicio es, por tanto, muy superior al de una máquina CNC convencional.
Industrias que utilizan el mandrinado de precisión
La necesidad de esta precisión surge en sectores donde el fallo no es una opción y la eficiencia es clave.
Ejemplos por sector
- Aeroespacial (Aerospace): Componentes de motores, carcasas de transmisiones, soportes estructurales.
- Automoción (Automotive): Bloques de motor (cilindros), componentes de transmisión. Para maximizar la eficiencia y la vida útil.
- Médico (Medical): Implantes ortopédicos (agujeros para tornillos y pivotes), instrumentos quirúrgicos de precisión.
- Fabricación de moldes (Mold Making): Para crear agujeros de expulsores y canales de refrigeración con una precisión que asegure la calidad de las piezas moldeadas.
- Industria militar (Military): Componentes de armamento, vehículos y equipos que deben funcionar sin fallo en condiciones extremas.
- **Generación de energía (Power Generation):) Álabes de turbinas y rotores, donde pequeñas ganancias de eficiencia justifican el proceso.
- Ferrocarril (Locomotive): Bloques de motor de locomotoras diésel, componentes de ruedas.
- Maquinaria pesada (Mining, Marine): Componentes de gran tamaño que requieren agujeros de precisión para bujes y cojinetes que soporten cargas enormes.
Alternativas al mandrinado de precisión
Si los requisitos de tolerancia no son extremos, existen alternativas más rápidas y económicas.
Taladrado CNC
- Taladrado CNC (CNC Drilling): Para la mayoría de las aplicaciones industriales, un centro de mecanizado CNC con capacidades de taladrado, mandrinado y escariado es más que suficiente. Ofrece una buena precisión (tolerancias de +/- 0.01 mm o 0.005″) a una velocidad mucho mayor y un coste menor. Solo cuando se necesitan tolerancias de nivel micrométrico (2-10 µm) y una repetibilidad excepcional, el mandrinado de precisión se vuelve necesario.
Preguntas Frecuentes (FAQ)
¿Cuál es la diferencia entre taladrar y mandrinar?
Taladrar es crear un agujero nuevo allí donde no lo había. Mandrinar es agrandar y mejorar la precisión de un agujero ya existente. El mandrinado corrige la posición, la redondez y el acabado superficial.
¿Qué tipo de tolerancias se pueden conseguir?
Las mandrinadoras de plantillas pueden alcanzar tolerancias de 2 a 10 micras (0.002 – 0.01 mm) en el diámetro y la posición de los agujeros, dependiendo del material y el tamaño.
¿Una máquina CNC normal puede hacer mandrinado de precisión?
Sí, muchos centros de mecanizado CNC de alta gama pueden realizar operaciones de mandrinado con buena precisión (tolerancias de +/- 0.005″ o 0.013 mm). El término «mandrinado de precisión» o «jig boring» se reserva generalmente para procesos que requieren tolerancias aún más ajustadas, de nivel micrométrico, y que utilizan máquinas especializadas para ello.
¿En qué se diferencia una mandrinadora de una fresadora?
Una fresadora está diseñada para soportar cargas laterales elevadas y arrancar material rápidamente. Una mandrinadora de plantillas está diseñada para una precisión posicional y dimensional extrema, no para altas tasas de arranque de material. Es mucho más rígida en los ejes de posicionamiento que en el eje de corte.
¿Cuándo debo especificar mandrinado de precisión en mi plano?
Debes especificarlo cuando la función de la pieza requiera una tolerancia de posición o de diámetro de un agujero inferior a +/- 0.005 mm (5 micras) , o cuando la relación funcional entre varios agujeros sea tan crítica que su posición relativa deba mantenerse dentro de ese rango. Por ejemplo, en agujeros para cojinetes de alta velocidad o para pasadores de guiado de precisión.
Contacto con Yigu Prototipado Rápido
En Yigu Prototipado Rápido, ofrecemos servicios de mandrinado de precisión (jig boring) para aquellos proyectos que exigen la máxima exactitud. A través de nuestra red de socios certificados (ISO 9001, ISO 13485), podemos fabricar componentes críticos para las industrias aeroespacial, médica y de defensa, con tolerancias de nivel micrométrico. Nuestro equipo de ingenieros revisa tu diseño para determinar la viabilidad del proceso y el coste asociado. Contáctanos hoy mismo para discutir tu proyecto y solicitar un presupuesto.