Introducción: El polietileno de alta densidad (HDPE) es uno de los plásticos más versátiles y utilizados del mundo, omnipresente en envases, tuberías y una infinidad de productos cotidianos. Su excelente relación resistencia-peso, su excepcional resistencia química y su bajo coste lo convierten en un material muy atractivo también para el mecanizado CNC. Desde componentes para la industria química y alimentaria hasta prototipos funcionales y utillaje, el HDPE mecanizado ofrece soluciones robustas y económicas. Sin embargo, su mecanizado presenta desafíos únicos debido a su naturaleza blanda y su alta dilatación térmica. En este artículo, exploraremos las propiedades del HDPE, los retos de su mecanizado, las mejores prácticas y los acabados disponibles para obtener piezas de alta calidad.
¿Qué es el HDPE y por qué es tan popular?
El HDPE (polietileno de alta densidad) es un termoplástico semicristalino perteneciente a la familia de las poliolefinas. A diferencia de su pariente, el LDPE (polietileno de baja densidad), el HDPE tiene cadenas poliméricas con muy poco ramificación, lo que le permite empaquetarse de forma más densa. Esto le confiere una mayor resistencia mecánica y rigidez, aunque su densidad es solo ligeramente superior. Sus propiedades clave son:
- Excelente relación resistencia-peso: Es un material muy resistente para ser tan ligero (flota en el agua).
- Excepcional resistencia química: Resiste una amplísima gama de ácidos, bases, alcoholes y disolventes a temperatura ambiente.
- Alta resistencia a la humedad: No absorbe agua, lo que le otorga una excelente estabilidad dimensional en ambientes húmedos.
- Apto para contacto con alimentos: Existen grados de HDPE que cumplen con las normativas FDA y son seguros para el almacenamiento de alimentos.
- Bajo coste: Es uno de los plásticos de ingeniería más económicos.
Propiedades del HDPE (genérico)
| Propiedad | Valor Típico | Notas |
|---|---|---|
| Resistencia a la Tracción (Límite elástico) | 20 – 30 MPa | Buena resistencia para su baja densidad. |
| Elongación a la Rotura | > 500% | Extremadamente dúctil; se estira mucho antes de romperse. |
| Dureza | Shore D 60 – 70 | Material blando. |
| Temperatura de Deflexión (HDT) @ 0.46 MPa | 45 – 60°C | Baja. No apto para aplicaciones de alta temperatura. |
| Punto de Fusión | 130 – 137°C | |
| Coeficiente de Dilatación Térmica | Alto | Se expande y contrae significativamente con los cambios de temperatura. |
| Color común | Blanco (natural) | También disponible en negro y otros colores. |
Desafíos del mecanizado CNC en HDPE
- Material blando y «gomoso»: El HDPE es un material blando y muy dúctil. Esto puede provocar la formación de rebabas y un acabado superficial deficiente si las herramientas no están afiladas.
- Alta dilatación térmica: Es una de las consideraciones más importantes. El HDPE se expande y contrae mucho con el calor generado durante el mecanizado y con los cambios de temperatura ambiente. Esto puede dificultar el mantenimiento de tolerancias muy ajustadas.
- Generación de calor: El calor generado por la fricción puede ablandar el material localmente, empeorando el acabado y provocando deformaciones.
- Baja conductividad térmica: El material no disipa bien el calor, lo que agrava el problema anterior.
- Dificultad de adhesión: Su baja energía superficial hace que sea muy difícil de pegar con adhesivos comunes.
- Virutas largas y fibrosas: Pueden enredarse en la herramienta y dañar el acabado superficial.
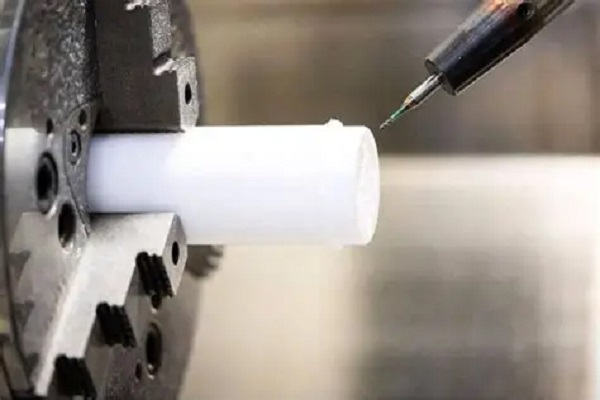
Consejos para un mecanizado CNC exitoso del HDPE
- Herramientas extremadamente afiladas: Utilice herramientas de carburo con filos muy afilados y geometría positiva para «cortar» el material en lugar de empujarlo o friccionarlo.
- Velocidades y avances altos: Combine altas velocidades de husillo con altas velocidades de avance para obtener un corte limpio y minimizar el tiempo de contacto de la herramienta.
- Refrigeración: Es muy recomendable utilizar refrigeración por aire o niebla para evacuar las virutas y mantener la herramienta y la pieza frías. Si se utiliza líquido refrigerante, asegúrese de que sea compatible (el agua es segura).
- Profundidades de corte: Puede realizar cortes profundos en el desbaste. Para el acabado, utilice pasadas muy ligeras para obtener la mejor calidad superficial.
- Eliminación de virutas: Asegure una buena evacuación de viruta, por ejemplo con aire comprimido, para evitar que se enrolle en la herramienta y marque la pieza.
- Sujeción: Sujete la pieza de forma segura, pero sin ejercer una presión excesiva que pueda deformar el material blando. Utilice mordazas suaves si es necesario.
- Tolerancias realistas: Debido a la alta dilatación térmica, es crucial no especificar tolerancias más estrictas de lo absolutamente necesario.
Acabados para piezas de HDPE mecanizadas
Al igual que otros plásticos de la familia del polietileno, el HDPE tiene una superficie de baja energía que resiste la adhesión de pinturas, tintes y recubrimientos. Las opciones de acabado son limitadas.
| Acabado | Descripción | Notas |
|---|---|---|
| Como mecanizado (As-machined) | La opción más común y práctica. La pieza se entrega con las marcas de herramienta visibles y un acabado superficial mate. | Se deben eliminar las rebabas para un acabado aceptable. Es la opción recomendada para la mayoría de las aplicaciones. |
| Chorro de perlas (Bead Blast) | Se proyectan microesferas sobre la superficie para eliminar pequeñas marcas de herramienta y crear un acabado mate y uniforme. | Puede mejorar el aspecto estético, pero hay que tener cuidado de no dañar detalles finos. |
| Soldadura plástica (Plastic Welding) | No es un acabado, sino un método de unión. Las piezas de HDPE se pueden unir entre sí mediante soldadura con aire caliente o soldadura por fusión. | Es la forma recomendada de unir componentes, ya que los adhesivos no funcionan bien. |
Aplicaciones típicas del HDPE mecanizado
- Industria química y de procesamiento: Componentes para tanques, reactores, tuberías, válvulas y bombas que requieren resistencia a productos químicos corrosivos.
- Industria alimentaria y de bebidas: Tablas de corte, componentes de maquinaria de envasado, guías para cadenas transportadoras, tolvas para productos alimenticios (con grado FDA).
- Marina y construcción de embarcaciones: Componentes estructurales ligeros, defensas, quillas, piezas para interiores de barcos.
- Utillaje y fijaciones (Jigs & Fixtures): Fabricación de soportes, plantillas y accesorios para líneas de producción donde se requiere un material resistente, químico-inerte y de bajo coste.
- Prototipado: Prototipos de productos que serán fabricados en HDPE por inyección o soplado.
- Equipos para procesamiento de agua: Componentes para sistemas de filtración y depuración.
Consejos para ahorrar costes en mecanizado de HDPE
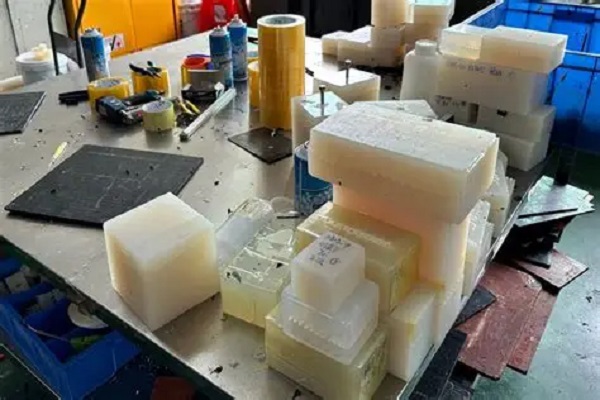
- Utilice sub-ensamblajes: El HDPE se suministra en planchas y barras de tamaños estándar. En lugar de mecanizar una pieza muy grande a partir de un bloque macizo (lo que generaría mucho desperdicio y tiempo de máquina), diseñe varias piezas más pequeñas que luego se puedan unir mediante soldadura plástica o con fijaciones mecánicas (tornillos, remaches) para formar el conjunto final.
- Utilice tolerancias estándar: Esta es la clave del ahorro en HDPE. Debido a su alta dilatación térmica, especificar tolerancias muy ajustadas (por debajo de ±0.010″) es difícil, aumenta la tasa de rechazo (scrap) y, por tanto, el coste y el plazo de entrega. Utilice la tolerancia estándar de ±0.010″ (±0.254 mm) siempre que sea posible.
- Diseñe características consistentes: Utilice radios de esquina, taladros y cavidades que puedan mecanizarse con herramientas estándar para reducir los cambios de herramienta.
Conclusión
El mecanizado CNC de HDPE es una solución excelente y económica para obtener componentes que aprovechan la excepcional resistencia química, la ligereza y la resistencia al impacto de este material versátil. Su éxito depende de un profundo conocimiento de sus desafíos: la alta dilatación térmica, la dificultad de adhesión y su naturaleza blanda. Con las estrategias de mecanizado adecuadas (herramientas afiladas, refrigeración por aire) y, sobre todo, con unas expectativas de tolerancias realistas, el HDPE mecanizado ofrece piezas duraderas y funcionales para un sinfín de aplicaciones en las industrias química, alimentaria, marina y de bienes de equipo.
Preguntas Frecuentes (FAQ)
¿Cuál es la principal diferencia entre el HDPE y el UHMW-PE?
Ambos son polietilenos, pero el UHMW-PE tiene un peso molecular mucho más alto. Esto le confiere una resistencia a la abrasión y una tenacidad muy superiores al HDPE. El HDPE es más rígido y tiene mejor resistencia química en algunos aspectos, pero el UHMW-PE es la opción para aplicaciones de desgaste extremo.
¿Qué tipo de tolerancias puedo esperar en piezas de HDPE mecanizadas?
La tolerancia estándar para el mecanizado de HDPE es de ±0.010″ (±0.254 mm) . Se pueden alcanzar tolerancias más ajustadas, como ±0.002″, pero son mucho más difíciles de mantener debido a la alta dilatación térmica del material, y aumentan significativamente el coste y el riesgo de rechazo. Es la recomendación principal: no apriete las tolerancias si no es absolutamente necesario.
¿Se puede pegar el HDPE?
El HDPE tiene una superficie de muy baja energía, lo que hace que la mayoría de los adhesivos no se adhieran bien. No se puede pegar con pegamentos comunes. La forma de unir piezas de HDPE es mediante soldadura plástica (con aire caliente o por fusión) o mediante uniones mecánicas con tornillos, remaches o abrazaderas.
¿Es el HDPE apto para aplicaciones de alta temperatura?
No. El HDPE tiene una baja resistencia térmica. Su temperatura de deflexión (HDT) es de alrededor de 45-60°C, y su punto de fusión ronda los 130°C. Por encima de estos rangos, el material se ablanda y pierde sus propiedades mecánicas. No es adecuado para aplicaciones cercanas a fuentes de calor.
¿Cómo se compara el HDPE con el ABS para aplicaciones de mecanizado?
El HDPE tiene mejor resistencia química y es más ligero, pero es más blando, tiene peor estabilidad térmica (se expande más) y es mucho más difícil de pegar y pintar. El ABS tiene mejor rigidez, estabilidad dimensional y resistencia al impacto, y es mucho más fácil de pintar y pegar. La elección depende de la aplicación: HDPE para entornos químicos húmedos, ABS para piezas estructurales y estéticas.
Contacto con Yigu Prototipado Rápido
En Yigu Prototipado Rápido, somos expertos en el mecanizado de una amplia gama de plásticos de ingeniería. Al igual que los servicios de fabricación bajo demanda más avanzados, ofrecemos mecanizado CNC de HDPE en stock de planchas y barras (principalmente en color natural/blanco). Nuestros ingenieros conocen los parámetros óptimos para manejar la alta dilatación térmica y la naturaleza blanda de este material, y le asesorarán sobre las tolerancias más adecuadas para optimizar costes y calidad. ¿Necesita componentes resistentes a químicos, ligeros y económicos? Contacte con nosotros. Suba su archivo CAD y reciba una cotización instantánea y un análisis de diseño para fabricabilidad (DFM). Le ayudaremos a obtener piezas de HDPE con la durabilidad y funcionalidad que su proyecto requiere.