Introducción
Fabricar piezas de plástico de gran tamaño, como paneles de automóvil, carcasas de electrodomésticos o componentes estructurales para aviones, presenta desafíos únicos que van más allá de simplemente usar una máquina más grande. El moldeo por inyección de piezas grandes (large part injection molding) es un proceso especializado que requiere prensas de alto tonelaje, moldes de gran precisión y un conocimiento profundo del flujo del material. Cualquier pequeño defecto en el diseño se magnifica en una pieza grande, por lo que la experiencia y la planificación son cruciales. En este artículo, exploramos los procesos, la maquinaria, los materiales y las aplicaciones de esta fascinante tecnología.
¿Qué es el moldeo por inyección de piezas grandes?
El moldeo por inyección de piezas grandes, también conocido como moldeo de alto tonelaje, es la producción de componentes plásticos de dimensiones significativas mediante la técnica de inyección. No se trata solo de escalar un proceso pequeño; la complejidad se multiplica. Las líneas de unión, las marcas de quemado o la falta de llenado son problemas mucho más difíciles de resolver en una pieza grande. Por ello, un diseño de molde adecuado es absolutamente crítico. El coste del utillaje y los plazos de entrega iniciales son notablemente superiores a los del moldeo de piezas pequeñas, ya que se requieren grandes bloques de acero y más tiempo de mecanizado.
Durante el proceso, se inyecta plástico fundido a alta presión en un molde. Para mantener las dos mitades del molde cerradas contra esa presión, se aplica una fuerza de cierre (clamping force) . Esta fuerza, medida en toneladas, crece en proporción directa al tamaño de la pieza. Una pieza grande necesita una prensa de gran tonelaje.
Procesos especiales para piezas grandes
Además del moldeo por inyección convencional, existen técnicas específicas que mejoran la calidad o permiten funcionalidades adicionales en piezas de gran tamaño.
Inyección asistida por gas (Gas Assist)
Este proceso es una variante del moldeo por inyección que utiliza nitrógeno presurizado. Se inyecta el plástico parcialmente en el molde y, a continuación, se inyecta gas nitrógeno a través de canales estratégicamente diseñados. El gas empuja el plástico aún fundido hacia las paredes del molde, creando secciones huecas. Las ventajas son múltiples:
- Mejora estética: Elimina marcas de hundimiento (sink marks) y reduce tensiones internas.
- Reducción de peso: Las piezas son más ligeras al tener núcleos huecos.
- Menor coste y ciclo: Se utiliza menos material y los ciclos de enfriamiento pueden ser más rápidos.
Se utiliza para fabricar manillares, paneles, marcos y tiradores de gran tamaño.
Tampografía (Pad Printing)
Es una técnica de post-procesado secundario, no un proceso de moldeo en sí. Se utiliza para aplicar tinta sobre la superficie de la pieza moldeada, incluso en superficies irregulares o texturizadas. Un tampón de silicona recoge la tinta de una plancha grabada y la transfiere a la pieza. Es ideal para añadir logotipos, instrucciones o diseños decorativos a grandes piezas como cubos de basura, palets o carcasas.
Moldeo por soplado (Blow Molding)
Es importante no confundirlo con la inyección. El moldeo por soplado se utiliza para crear piezas huecas, como botellas, depósitos de combustible o sillas. Funciona de forma similar al soplado de vidrio: se extruye un tubo de plástico caliente (parison), se introduce en un molde y se infla con aire hasta que adopta la forma de la cavidad del molde. Es un proceso diferente a la inyección, con sus propias máquinas y aplicaciones.
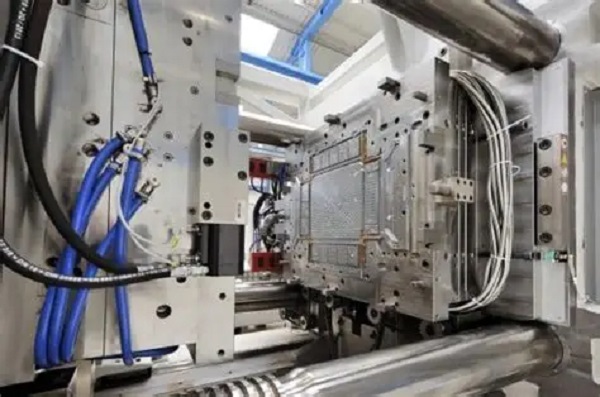
Maquinaria de alto tonelaje
La demanda de piezas grandes ha crecido gracias a la sustitución de metales por plásticos y a la mejora de las propiedades de los polímeros. Para producirlas, se necesitan prensas de inyección de gran tonelaje.
Fuerza de cierre y peso de inyección
Yigu ofrece prensas desde 5 hasta 3.500 toneladas o más. La fuerza de cierre necesaria se calcula en función del área proyectada de la pieza. Una presión insuficiente causará rebabas (flash); un exceso puede dañar el molde.
Otro factor crítico es el peso de inyección (shot weight) , es decir, la cantidad de plástico que se inyecta en cada ciclo. Es crucial que la máquina sea capaz de fundir y dosificar suficiente material para llenar completamente el molde antes de que el frente de flujo se solidifique. Los fabricantes de equipos suelen especificar la capacidad del barril en onzas de poliestireno, que se utiliza como material de referencia (densidad = 1) para calcular la capacidad con otros plásticos.
Industrias y aplicaciones
El moldeo de piezas grandes es esencial en numerosas industrias.
Ejemplos por sector
- Industria automotriz (Automotive Industry): Parachoques, paneles de puertas, salpicaderos, rejillas, protectores contra salpicaduras, asientos. La uniformidad y la seguridad son críticas.
- Industria aeroespacial (Aerospace Industry): Fuselajes, carenados, alas, empenajes, componentes de motores. La reducción de peso es el factor clave, ya que los polímeros ofrecen resistencia similar al metal con una fracción del peso.
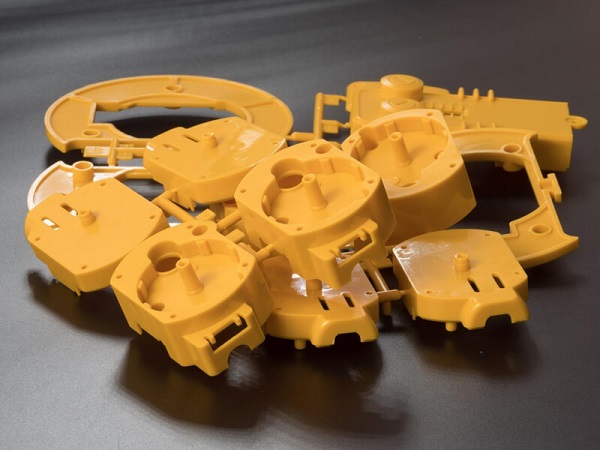
- Electrónica de consumo y línea blanca (Electronics Industry): Carcasas de televisores, paneles traseros de lavadoras y frigoríficos, componentes estructurales de grandes electrodomésticos.
- Mobiliario y contenedores: Sillas, mesas, cubos de basura de gran capacidad, palets, contenedores de plástico.
Materiales para piezas grandes
La elección del material es crucial. Para piezas grandes, se buscan plásticos con un buen índice de fluidez (Melt Flow Index) , es decir, que permanezcan fluidos el tiempo suficiente para llenar el molde antes de solidificarse.
Plásticos amorfos vs. semicristalinos
| Tipo | Características | Ejemplos |
|---|---|---|
| Amorfos (Amorphous) | No tienen un punto de fusión definido. Se ablandan gradualmente. Menor contracción, lo que facilita el control dimensional. | PS (Poliestireno), Acrílico (PMMA), Policarbonato (PC). |
| Semicristalinos (Semi-Crystalline) | Tienen un punto de fusión definido. Mayor resistencia química y térmica, pero mayor contracción y más difícil control dimensional. | PP (Polipropileno), PE (Polietileno), Nylon (PA), POM. |
Materiales comunes para piezas grandes
| Material | Propiedades clave | Aplicaciones típicas |
|---|---|---|
| HDPE (Polietileno de alta densidad) | Robusto, resistente al calor y a químicos, apto para contacto alimentario, reciclable. | Contenedores de almacenamiento, cubos de basura, bancos, estanterías de frigoríficos. |
| Acrílico (PMMA) | Transparente, resistente a la intemperie y a químicos, rígido. | Paneles de señalización, carcasas de iluminación, expositores, mamparas. |
| Nylon (PA) | Versátil, resistente a la abrasión y a químicos, bajo coeficiente de fricción. A menudo reforzado con fibra de vidrio. | Componentes estructurales, cojinetes, engranajes de gran tamaño. |
| Espuma estructural (Structural Foam) | Material con núcleo celular de baja densidad y piel exterior densa. Muy ligero (20-40% más ligero que el plástico sólido), rígido y de bajo coste. Se obtiene inyectando un agente espumante (nitrógeno) junto con el polímero. | Techos de vehículos, paneles de carrocería, carcasas de equipos médicos, esquís, bases de maquinaria. |
Preguntas Frecuentes (FAQ)
¿Cuál es la principal diferencia entre el moldeo de piezas grandes y el de piezas pequeñas?
Además del tamaño de la máquina (tonelaje), la diferencia clave es la complejidad del diseño del molde y del proceso. Los problemas como las líneas de soldadura, la falta de llenado o la deformación se magnifican en piezas grandes, requiriendo un análisis de flujo (Moldflow) y un diseño de refrigeración mucho más cuidadosos. El coste y el plazo de fabricación del molde también son significativamente mayores.
¿Qué es la fuerza de cierre y cómo se calcula?
La fuerza de cierre (tonelaje) es la fuerza necesaria para mantener el molde cerrado durante la inyección. Se calcula multiplicando el área proyectada de la pieza (la superficie que ve la línea de partición del molde) por la presión de inyección del material. Es un cálculo crítico; un tonelaje insuficiente provoca rebabas.
¿Qué materiales son adecuados para piezas grandes?
Idealmente, materiales con un alto índice de fluidez (MFI) para que puedan llenar la cavidad antes de solidificarse. También se valoran la baja contracción (plásticos amorfos) o la posibilidad de usar agentes espumantes (espuma estructural) para reducir peso.
¿Qué es la espuma estructural?
La espuma estructural es un material que se obtiene inyectando un gas inerte (como nitrógeno) junto con el polímero fundido. El gas crea burbujas en el interior de la pieza (el núcleo), que queda con una estructura celular de baja densidad, mientras que la piel exterior es sólida y densa. El resultado es una pieza mucho más ligera que una pieza maciza, pero con una rigidez similar.
¿Cuándo debo usar moldeo por soplado en lugar de inyección para una pieza grande?
Debes usar moldeo por soplado cuando la pieza que necesitas es hueca, como una botella, un depósito de combustible, un kayak o una silla hueca. La inyección convencional no puede crear formas huecas de una sola pieza; requeriría unir dos mitades.
Contacto con Yigu Prototipado Rápido
En Yigu Prototipado Rápido, tenemos la capacidad y la experiencia para abordar proyectos de moldeo por inyección de piezas grandes. A través de nuestra red de socios con prensas de hasta 3.500 toneladas, podemos fabricar componentes plásticos de gran tamaño con la máxima calidad. Nuestro equipo de ingenieros realiza un exhaustivo análisis de diseño para fabricación (DFM) y simulación de flujo para garantizar el éxito del proyecto, desde el primer prototipo hasta la producción. Contáctanos hoy mismo para discutir tu proyecto y solicitar un presupuesto.