Imagina poder transformar una idea compleja en una pieza física precisa, con bordes limpios y detalles intrincados, en cuestión de minutos. Para muchos proyectos de prototipado, mecanizado y fabricación, esto no es solo imaginación, es la realidad que ofrece el corte por láser. Si trabajas en diseño industrial, arquitectura, joyería o incluso en proyectos de bricolaje de alta gama, probablemente te hayas preguntado cómo aprovechar esta tecnología. En este artículo, no solo te explicaremos qué es, sino que te guiaremos por todo lo que necesitas saber para aplicarla con éxito a tus proyectos, desde los principios básicos hasta consejos avanzados de diseño y costos.
El corte por láser se ha consolidado como un proceso líder en la fabricación moderna. Su capacidad para entregar cortes de alta precisión a una velocidad notable lo coloca por delante de muchos métodos tradicionales. Pero, ¿cómo funciona realmente? ¿Qué materiales puedes usar? ¿Es rentable para tu taller o startup? A lo largo de esta guía, desglosaremos el proceso, exploraremos sus ventajas y limitaciones, analizaremos los costos involucrados y te daremos consejos prácticos basados en experiencia real. Nuestro objetivo es que, al finalizar tu lectura, tengas una comprensión clara y aplicable que te permita tomar decisiones informadas y sacar el máximo provecho de esta versátil tecnología.
¿Cómo funciona exactamente el proceso de corte por láser?
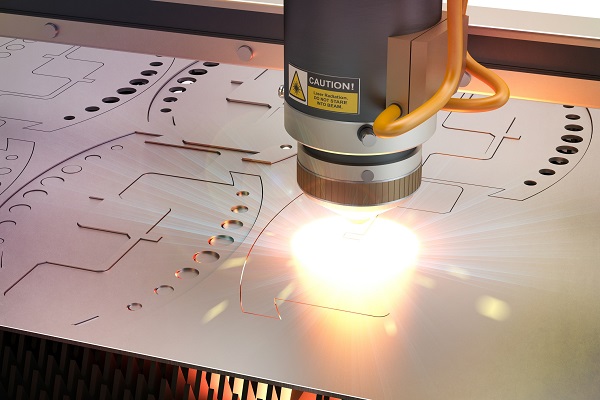
Para entender su potencia, primero debemos mirar dentro de la máquina. El corte por láser es un proceso de fabricación sustractiva que utiliza un haz de láser concentrado y de alta potencia para cortar, grabar o marcar materiales con una exactitud excepcional. A diferencia de una sierra o un cuchillo, aquí no hay contacto físico con el material; el «corte» se realiza mediante la energía térmica del láser.
El proceso comienza mucho antes de que el láser se encienda, en el mundo digital. Todo parte de un archivo de diseño vectorial creado en software como AutoCAD, Illustrator o SolidWorks. Este diseño se traduce a un lenguaje que la máquina entiende: el código G (G-Code). Este código es el conjunto de instrucciones que dicta la trayectoria, la velocidad y la potencia del cabezal de corte.
Una vez cargado el programa, es el turno de la física. El corazón del sistema –el resonador láser– genera el haz. Dependiendo del tipo de láser (CO2, fibra, etc.), esto se logra excitando un medio (como un gas de CO2 o una fibra de vidrio dopada) con electricidad. El resultado es un haz de luz coherente, monocromático y altamente enfocado.
Este haz se amplifica y se dirige a través de un sistema de espejos y lentes dentro del cabezal de corte. La lente de enfoque es crucial: concentra toda esa energía en un punto increíblemente pequeño (el «punto focal»), a menudo de solo 0.1 a 0.5 mm de diámetro. En este punto, la densidad de energía es tan alta que puede vaporizar, fundir o quemar el material.
Mientras el láser realiza su trabajo, un sistema de gas auxiliar (como oxígeno, nitrógeno o aire) se sopla a presión a través de una boquilla, coaxial con el haz. Este gas cumple funciones clave: expulsa el material fundido del corte, enfría la zona y, en el caso del oxígeno, genera una reacción exotérmica que ayuda a cortar aceros.
Finalmente, un sistema de control de movimiento (generalmente CNC) mueve el cabezal láser o la mesa de trabajo con extrema precisión a lo largo de los ejes X e Y (y a veces Z o más), siguiendo fielmente el camino vectorial diseñado, dando vida a tu pieza final.
¿Qué tipos de láseres para corte existen y cuál elegir?
No todos los láseres son iguales. Elegir el tipo correcto es fundamental para el éxito de tu proyecto, ya que impacta directamente en los materiales que puedes procesar, la calidad del corte y el costo operativo. Los tres principales contendientes son los láseres de CO2, Fibra y, en nichos específicos, los de estado sólido como el Nd:YAG.
Láser de CO2: El versátil probado
- ¿Cómo funciona? Utiliza una mezcla de gases (principalmente dióxido de carbono) excitada eléctricamente para generar un haz de luz infrarroja.
- Fortalezas: Es excepcionalmente versátil para materiales no metálicos. Corta acrílico, madera, textiles, cuero, plásticos y papel con un acabado de borde extraordinariamente liso y pulido. También puede cortar metales, aunque su eficiencia en metales reflectantes como el aluminio es menor.
- Mejor para: Talleres de señalética, fabricantes de muebles personalizados, artistas, prototipado de productos de consumo y educación. Es una excelente opción de entrada por su relación costo-versatilidad.
- Dato clave: En un proyecto reciente para un fabricante de exhibidores de retail, el uso de un láser CO2 de 100W permitió producir más de 500 piezas de acrílico grabado y cortado con diseños complejos en una semana, con un desperdicio de material inferior al 5%, algo impensable con métodos manuales.
Láser de Fibra: El poder para metales
- ¿Cómo funciona? El haz se genera en un «laser de semilla» y luego se amplifica a través de fibras ópticas dopadas, típicamente con iterbio.
- Fortalezas: Su punto fuerte es el corte de metales. Es mucho más eficiente que el CO2 para cortar acero inoxidable, aluminio, latón y cobre, incluso en espesores considerables. Ofrece una velocidad superior, un menor consumo de energía (hasta un 70% menos que un CO2 de potencia comparable) y un mantenimiento más sencillo, ya que no tiene espejos ni gases láser que reemplazar.
- Mejor para: Talleres de fabricación metalmecánica, industria automotriz y aeroespacial, fabricación de componentes electrónicos y cualquier aplicación donde el metal sea el material principal.
- Comparación Práctica: Mientras un láser CO2 de 4000W podría cortar acero al carbono de 10 mm, un láser de fibra de 2000W lograría la misma tarea a mayor velocidad y con un rayo más fino, resultando en una mayor precisión y un menor cono de corte.
Láseres de Estado Sólido (Nd:YAG/Disco): Para aplicaciones de nicho
- ¿Cómo funciona? Utiliza un cristal (como el granate de itrio y aluminio dopado con neodimio, Nd:YAG) o un disco como medio para generar el haz.
- Fortalezas: Son excelentes para cortar materiales muy gruesos y metales altamente reflectantes. También son la base para técnicas de corte «en frío» como el stealth dicing en la industria de los semiconductores, donde se requieren cortes sin calor.
- Mejor para: Industria pesada (naval, defensa), fabricación de herramientas y aplicaciones de micro-mecanizado de altísima precisión.
Tabla de Comparación Rápida: CO2 vs. Fibra
| Característica | Láser de CO2 | Láser de Fibra |
|---|---|---|
| Material Ideal | No metálicos (acrílico, madera, textiles) y metales delgados. | Metales (acero, aluminio, latón) y algunos plásticos. |
| Longitud de Onda | 10.6 µm (infrarrojo lejano) | ~1.07 µm (infrarrojo cercano) |
| Eficiencia Energética | Moderada (~10%) | Muy Alta (~30-40%) |
| Coste de Mantenimiento | Mayor (espejos, lentes, gas láser) | Menor (sin consumibles de este tipo) |
| Precisión en Metales Delgados | Buena | Excelente (haz más pequeño y concentrado) |
| Costo Inicial (general) | Menor para potencia equivalente en no metálicos | Mayor, pero bajando rápidamente |
¿Qué materiales se pueden (y no se pueden) cortar con láser?
La compatibilidad del material es la primera pregunta de cualquier proyecto. Aquí te presentamos una guía práctica.
Materiales Compatibles y sus Aplicaciones Comunes
- Metales: El rey de la fabricación industrial. Acero inoxidable, acero al carbono, aluminio y latón son los más comunes. Se utilizan para componentes automotrices, chasis electrónicos, piezas arquitectónicas y joyería. Consejo: Para el aluminio, el uso de nitrógeno como gas auxiliar es casi obligatorio para obtener un borde limpio y libre de óxido.
- Maderas y Derivados: Contrachapado, MDF, madera maciza y balsa. Perfectas para maquetas arquitectónicas, mobiliario de diseño, juguetes y elementos decorativos. La madera con resinas altas (como la teca) puede presentar problemas de quemado y requieren ajustes de parámetros.
- Plásticos y Acrílicos: El PMMA (acrílico) es el material estrella del láser CO2, produciendo un borde pulido por fusión. También se trabaja bien el poliestireno (PS), el PET y el PETG. Ideales para señalética, displays, protectores y componentes de productos.
- Textiles y Cuero: Desde algodón y fieltro hasta cuero genuino o sintético. El láser permite cortes complejos sin deshilachar, revolucionando la moda, el calzado y la tapicería.
- Otros: Papel, cartón, corcho y algunos tipos de goma también son perfectamente cortables, abriendo puertas al packaging personalizado y a elementos de diseño.
Materiales Peligrosos o No Aconsejables
¡ADVERTENCIA! Cortar estos materiales puede dañar tu máquina y, lo más importante, perjudicar seriamente tu salud.
- PVC (Policloruro de Vinilo): Libera gas cloro, altamente tóxico y corrosivo, que daña los componentes ópticos y mecánicos de la máquina.
- Policarbonato (PC): Tiende a fundirse y carbonizarse en lugar de vaporizarse limpiamente, produciendo malos resultados y humos espesos.
- Poliestireno Expandido (EPS – corcho blanco): Se incendia fácilmente con el calor del láser. Su corte es extremadamente peligroso.
- ABS: Aunque algunos lo cortan con ventilación extrema, tiende a fundirse y producir humos irritantes. No es lo ideal.
- Fibra de Vidrio: Combina dos problemas: el plástico (epoxi) produce humos tóxicos y la fibra de vidrio daña las lentes y los componentes por abrasión.
- Metales Recubiertos o Pintados: La pintura o el recubrimiento pueden emitir gases peligrosos al vaporizarse. Siempre investiga la composición del recubrimiento antes de proceder.
Regla de Oro: Cuando dudes, consulta la Ficha de Datos de Seguridad (FDS) del material o realiza una prueba muy pequeña en un área extremadamente bien ventilada, con el equipo de protección personal adecuado.
¿Cuáles son los costos reales del corte por láser?
Entender la estructura de costos es vital para presupuestar proyectos o evaluar la compra de una máquina. No es solo el precio de la máquina.
1. Costo de Inversión (CAPEX)
- Máquina Láser: Varía enormemente.
- Láser CO2 de escritorio (40-100W): 5,000 – 20,000 €.
- Láser CO2 industrial (500-6000W): 50,000 – 200,000 €.
- Láser de Fibra industrial (500-6000W): 70,000 – 500,000 €.
- Infraestructura: No lo subestimes. Necesitarás:
- Sistema de extracción y filtrado de humos: 2,000 – 15,000 €.
- Sistema de enfriamiento (chiller): 1,500 – 10,000 €.
- Compresor de aire y/o tanques de gas (N2, O2): Costo variable.
- Software de diseño y anidamiento (nesting): Licencias anuales o perpetuas.
2. Costos Operativos (OPEX)
- Consumibles: Lentes focales, boquillas, espejos (en CO2), gases auxiliares.
- Energía Eléctrica: Un láser de fibra de 2kW consume significativamente menos que un CO2 de 4kW para el mismo trabajo en metal.
- Mano de Obra: El coste del operador cualificado que programa, supervisa y mantiene la máquina.
- Mantenimiento: Limpieza óptica regular, calibración y sustituciones programadas.
3. Cálculo del Coste por Pieza
Para un servicio de corte o para calcular tu propia rentabilidad, el costo se suele desglosar así:
Coste = (Coste de preparación) + (Tiempo de máquina * Tarifa horaria) + (Coste del material usado)
- Tarifa horaria típica de máquina: Puede oscilar entre 30€/h para un láser CO2 pequeño hasta 150€/h o más para un láser de fibra industrial.
- Ejemplo Práctico: Cortar 100 unidades de un engranaje de acero inoxidable de 3 mm.
- Preparación: Diseño y anidamiento del archivo (15 min).
- Tiempo de Corte: 2 minutos por pieza = 200 minutos totales (~3.33 horas).
- Material: Una placa de 1m x 1.5m. Coste de la placa / número de piezas obtenidas.
- Cálculo: Coste de preparación (digamos 15€) + (3.33h * 80€/h) + coste del material por pieza = Coste total. Luego se divide entre las 100 piezas.
¿Cuáles son las mejores prácticas de diseño para corte por láser?
Un buen diseño es la mitad del trabajo. Estos consejos te ahorrarán tiempo, material y dolores de cabeza.
- Conoce tu Kerf: El kerf es el ancho de material que el láser quema durante el corte. No es infinitesimal. Un kerf típico puede ser de 0.1mm a 0.3mm. Si diseñas dos piezas para encajar a presión, debes compensar el kerf en tus diseños CAD (por ejemplo, reduciendo ligeramente la pestaña o aumentando el hueco).
- Evita las Esquinas Muy Agudas: El láser, al seguir una trayectoria, no puede dobrar en un ángulo de 90° perfecto sin frenar o quemar de más. Para esquivas internas en metal, diseña radios pequeños. Para esquinas externas, un pequeño radio o un chaflán evita picos afilados y débiles.
- Gestiona las Pestañas (Tabs): Si estás cortando una pieza pequeña del interior de una placa, sin conexión al borde exterior, se soltará y podría desplazarse, arruinando el corte. Añade pequeñas pestañas (de 0.5 a 1 mm) que mantengan la pieza en su sitio hasta el final del trabajo. Luego se rompen o liman fácilmente.
- Optimiza el Anidamiento (Nesting): No coloques tus piezas al azar en el lienzo virtual de tu placa. Usa la función de anidamiento automático del software para organizarlas de la forma más compacta posible, minimizando el desperdicio de material. Es un ahorro directo.
- Limpia tus Vectores: Asegúrate de que tus líneas de corte sean vectores únicos y continuos, sin superposiciones o nodos duplicados. Un archivo «sucio» puede hacer que el láser pase dos veces por el mismo sitio o realice movimientos extraños.
- Considera el Orden de Corte: Configura el software para que corte primero todos los agujeros internos antes de cortar el contorno exterior de la pieza. Esto mantiene la estabilidad de la placa el mayor tiempo posible.
Preguntas Frecuentes (FAQ)
¿El corte por láser y el mecanizado por haz láser son lo mismo?
No exactamente. El corte por láser es un subconjunto específico del mecanizado por haz láser. El corte se refiere únicamente a la separación de material. El mecanizado por haz láser engloba otras operaciones como el grabado, la soldadura por láser, el temple superficial y la perforación (drilling).
¿Qué grosor máximo puede cortar un láser?
Depende del tipo de láser, su potencia y el material. Un láser de fibra de 6 kW puede cortar acero al carbono de hasta 25-30 mm con buena calidad. Para acrílico, un láser CO2 de 100W maneja cómodamente 15-20 mm. Sin embargo, a mayor grosor, la calidad del borde (conicidad, rugosidad) disminuye y la velocidad baja drásticamente.
¿Es el corte por láser adecuado para producción en masa?
Absolutamente. Su velocidad, repetibilidad y automatización lo hacen ideal para producción de volumen medio a alto, especialmente cuando se combina con sistemas de carga/descarga automática de láminas. Para producciones masivas de piezas extremadamente simples (como agujeros redondos), métodos como el punching (estampado) pueden ser más rápidos.
¿Qué mantenimiento necesita una máquina de corte por láser?
El mantenimiento diario/semanal es clave: limpieza de la lente focal y espejos (en CO2), inspección de la boquilla, vaciado del depósito de polvo, verificación de los niveles de agua del chiller. Mensual/anual: Limpieza a fondo del camino del haz, lubricación de guías lineales, calibración del cabezal y del sistema de seguimiento de altura (capacitivo).
¿Qué software necesito para empezar?
Necesitas dos tipos:
- Software de Diseño (CAD): Para crear los dibujos. AutoCAD, CorelDraw, Adobe Illustrator, Inkscape (gratuito) o SolidWorks/Fusion 360 para diseños 3D (que luego se aplanan).
- Software de Control/Maquina (CAM): Para traducir el diseño a código G y controlar la máquina. A menudo lo proporciona el fabricante de la máquina (ej: LightBurn para máquinas de hobby/semi-pro, TruTops para Trumpf, BySoft para Bystronic).
Contacto con Yigu Prototipado Rápido
¿Tienes un diseño en mente y quieres explorar las posibilidades del corte por láser? En Yigu Prototipado Rápido, combinamos experiencia técnica con equipos industriales de última generación (láser de fibra y CO2) para ofrecerte soluciones de fabricación precisas y confiables.
Ofrecemos servicios de:
- Corte por Láser de Precisión en metales y no metálicos.
- Asesoría Técnica en diseño para manufactura (DFM).
- Prototipado Rápido y series de producción de bajo y medio volumen.
- Acabados Post-proceso (pulido, anodizado, etc.).
Contáctanos para recibir una cotización personalizada y llevar tus proyectos del concepto a la realidad con la calidad y velocidad que merecen.