Si trabajas en ingeniería, diseño o fabricación, probablemente te hayas preguntado cómo se fabrican los engranajes que mueven el mundo. Desde la caja de cambios de tu coche hasta los sistemas de transmisión de un avión, el mecanizado de engranajes es un proceso fundamental que combina precisión milimétrica, ciencia de materiales y tecnologías avanzadas. Pero, ¿cómo se transforma un bloque de metal en un componente que transmite potencia con absoluta fiabilidad? En este artículo, exploraremos a fondo este universo. Te guiaré desde los conceptos básicos hasta los detalles más técnicos, analizando los procesos, los materiales clave y cómo elegir el método adecuado para tu proyecto. Mi objetivo es que, al terminar de leer, no solo comprendas la teoría, sino que puedas aplicar este conocimiento para tomar decisiones informadas en diseño y manufactura.
¿En qué consiste exactamente el mecanizado de engranajes?
En esencia, el mecanizado de engranajes se refiere al conjunto de procesos de fabricación mediante los cuales se crean los dientes de un engranaje a partir de una pieza en bruto, conocida como «blank» o «disco de engranaje». A diferencia de métodos de conformación como la forja o la fundición, el mecanizado implica la remoción de material para lograr la geometría exacta del dentado. La precisión es la piedra angular: un error de unas micras puede traducirse en ruido, vibración, desgaste prematuro o incluso fallo catastrófico en la transmisión de potencia.
Los procesos más comunes incluyen el cepillado (hobbing), el brochado (broaching), el fresado (milling), el rectificado (grinding) y el escariado (skiving). Estos se realizan típicamente en centros de mecanizado CNC, que garantizan la repetibilidad y exactitud necesarias, especialmente en producción en serie. No se trata simplemente de «cortar dientes»; se trata de generar perfiles conjugados que aseguren un contacto óptimo y una transmisión de movimiento suave y eficiente.
¿Por qué son tan cruciales los engranajes en la maquinaria?
Antes de sumergirnos en el «cómo», es vital entender el «por qué». Los engranajes son los héroes anónimos de la mecánica. Sus funciones van mucho más allá de simplemente «girar». Veamos sus roles críticos:
- Transmitir Potencia y Movimiento: Son el medio fundamental para llevar energía de un punto a otro dentro de una máquina, desde el motor hasta las ruedas o herramientas.
- Modificar la Velocidad: Al cambiar la relación entre el número de dientes de dos engranajes acoplados, podemos reducir o aumentar la velocidad de rotación. Piensa en la bicicleta: el plato grande y el piñón pequeño te permiten ir más rápido.
- Convertir el Par: Relacionado con lo anterior, pueden transformar un giro de alta velocidad y bajo par (fuerza de torsión) en uno de baja velocidad y alto par, ideal para mover cargas pesadas.
- Cambiar la Dirección del Movimiento: Engranajes como los cónicos o los tornillo sinfín permiten que el eje de salida gire en un ángulo diferente (normalmente 90º) respecto al eje de entrada.
- Control de Precision: En robótica o aeronáutica, permiten movimientos extremadamente precisos y controlados, esenciales para brazos robóticos o sistemas de control de vuelo.
Sin un mecanizado de alta calidad, ninguna de estas funciones se podría cumplir con la fiabilidad que exigen las industrias modernas.
¿Cuáles son las etapas principales del mecanizado de un engranaje?
El camino desde la materia prima hasta el engranaje terminado sigue una secuencia lógica. Te la explico paso a paso:
- Preparación del Disco (Gear Blank): Se parte de una pieza cruda, que puede ser una barra cortada, una forja o una fundición. Este «disco» debe tener las dimensiones externas básicas (diámetro, espesor) listas para recibir los dientes. Los materiales comunes son aceros al carbono y aleados, hierro fundido, aluminio o aleaciones de pulvimetalurgia.
- Corte de los Dientes (Gear Cutting): Esta es la fase central. Mediante procesos como el cepillado (hobbing), fresado (milling) o brochado (broaching), se elimina material para esculpir el perfil de los dientes. Aquí se define la geometría básica.
- Tratamiento Térmico (Opcional, pero muy común): Para aplicaciones de alta exigencia, el engranaje se somete a tratamientos como cementación, nitruración o temple. Esto aumenta drásticamente la dureza superficial y la resistencia al desgaste, mientras se mantiene un núcleo más tenaz para absorber impactos.
- Acabado (Finishing): Después del tratamiento térmico, las piezas pueden sufrir deformaciones mínimas. Procesos como el rectificado (grinding), lapeado (lapping) o honado (honing) se emplean para corregir estas micro-deformaciones, lograr la tolerancia dimensional final y una rugosidad superficial excelente. Esto es clave para reducir el ruido y la fricción.
- Inspección y Control de Calidad: La etapa final garantiza que el engranaje cumple con todas las especificaciones. Se utilizan máquinas de medición por coordenadas (CMM), proyectores de perfiles y equipos de análisis de engranajes para verificar parámetros como el perfil del diente, el paso, la alineación y el acabado superficial.
¿Qué procesos de mecanizado de engranajes existen y cuándo usar cada uno?
La elección del proceso depende del tipo de engranaje, el material, el volumen de producción y el nivel de precisión requerido. Esta tabla te da una visión comparativa rápida:
| Proceso | Principio | Mejor para… | Volumen Típico | Precisión / Acabado |
|---|---|---|---|---|
| Cepillado (Hobbing) | Generación con fresa helicoidal (hob) giratoria. | Engranajes cilíndricos (rectos, helicoidales), producción rápida. | Alto a Muy Alto (Serie) | Bueno a Muy Bueno |
| Fresado (Milling) | Corte con fresa de forma en máquina CNC. | Engranajes personalizados, prototipos, series pequeñas. | Bajo a Medio | Depende del setup CNC |
| Brochado (Broaching) | Corte con herramienta multicuchilla lineal (brocha). | Engranajes internos, ranuras (chaveteros), formas complejas. | Medio a Alto (Serie) | Excelente, muy repetitivo |
| Rectificado (Grinding) | Acabado con muela abrasiva. | Alta precisión post-tratamiento térmico, acabado superficial óptimo. | Medio a Alto | Excelente (el más alto) |
| Generación por Cepillado (Shaping) | Generación con cortador reciprocante que simula un engranaje. | Engranajes internos, coronas, donde el hob no cabe. | Medio | Bueno |
| Escariado (Skiving) | Corte con herramienta rotatoria en ángulo. | Engranajes helicoidales internos de alta precisión en duro. | Alto (Serie) | Muy Bueno a Excelente |
| Electroerosión (EDM) | Eliminación de material por descargas eléctricas. | Materiales muy duros (carburo), geometrías extremadamente complejas. | Bajo (Prototipos/Moldes) | Bueno, sin tensiones mecánicas |
| Fabricación Aditiva (3D) | Construcción capa a capa. | Prototipos funcionales, geometrías imposibles, series mínimas. | Bajo (Prototipo/Unidad) | Medio, depende del material |
Profundicemos en algunos de los más relevantes:
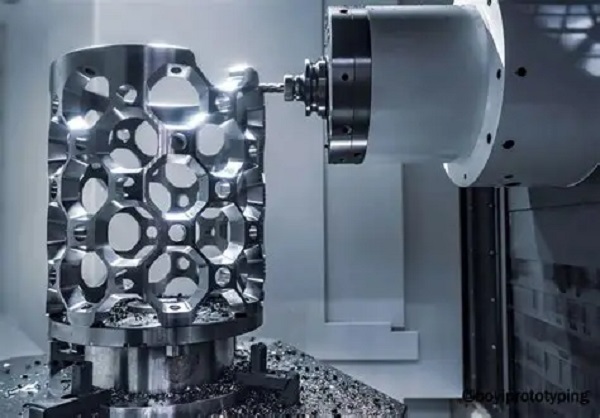
- Cepillado (Hobbing): Es el caballo de batalla de la producción masiva. Imagina una fresa helicoidal (el hob) que gira y se engrana con el disco en rotación coordinada, «tallando» los dientes de forma continua. Es rápido, eficiente y versátil para engranajes rectos y helicoidales. Es la columna vertebral de la industria automotriz.
- Rectificado (Gear Grinding): Es el proceso rey para la máxima precisión. Tras el tratamiento térmico, el engranaje puede «moverse» ligeramente. El rectificado, con muelas abrasivas de alta precisión, corrige estos micro-errores y logra un acabado superficial y una exactitud de perfil inigualables. Es esencial para engranajes de cajas de cambio automáticas, aeronáutica o maquinaria de alta gama.
- Fabricación Aditiva: Aunque no compite en serie o coste con métodos tradicionales, es una revolución para el prototipado y la personalización. Permite fabricar engranajes con geometrías internas de refrigeración, estructuras aligeradas o materiales exóticos que serían imposibles de mecanizar. Es la puerta a diseños optimizados topológicamente.
¿Qué tipos de engranajes se pueden producir mediante mecanizado?
Cada tipo de engranaje responde a una necesidad mecánica específica, y cada uno requiere aproximaciones de mecanizado ligeramente distintas.
- Engranajes Rectos (Spur Gears): Los más simples. Sus dientes rectos y paralelos al eje los hacen eficientes y fáciles de fabricar (principalmente por cepillado). Ideales para velocidades moderadas y aplicaciones donde el ruido no es crítico (transmisiones simples, electrodomésticos).
- Engranajes Helicoidales (Helical Gears): Sus dientes están inclinados respecto al eje. Este ángulo (ángulo de hélice) permite un engrane progresivo y más suave, reduciendo drásticamente el ruido y la vibración. Son los reyes en cajas de cambios de automóviles. Se mecanizan principalmente por cepillado o fresado CNC.
- Engranajes Cónicos (Bevel Gears): Transmiten movimiento entre ejes que se cortan (normalmente a 90º). Los hay rectos y espirales. Los cónicos espirales ofrecen una operación aún más silenciosa y suave. Su mecanizado es más complejo, utilizando fresadoras especializadas o máquinas generadoras como las Gleason.
- Tornillo Sinfín y Corona (Worm Gears): Ofrecen relaciones de reducción muy altas en un solo paso y un funcionamiento silencioso. Suelen mecanizarse por cepillado (el sinfín) y fresado o moldeo (la corona, a menudo de bronce para reducir la fricción).
- Engranajes Interiores (Internal Gears): Los dientes están tallados en la cara interior de un anillo. Son clave en sistemas planetarios. Su mecanizado es más restrictivo, usando principalmente generación por cepillado (shaping) o brochado.
¿Qué materiales son los mejores y cómo impactan en la fabricación?
La selección del material es una decisión de ingeniería que equilibra rendimiento, durabilidad y coste.
- Aceros (Carbono y Aleados): Son los materiales por excelencia. Ofrecen la mejor combinación de resistencia, tenacidad y capacidad de tratamiento térmico. Un acero cementado y rectificado puede tener una superficie extremadamente dura (>60 HRC) y un núcleo resistente a los impactos. Ideales para la gran mayoría de aplicaciones de alta carga (transmisiones, maquinaria industrial).
- Hierros Fundidos: Ofrecen buena capacidad de amortiguación de vibraciones y son fáciles de mecanizar. Se usan en aplicaciones de mediana carga y baja velocidad, donde el coste es un factor importante (maquinaria agrícola, algunas transmisiones industriales).
- Bronce y Latones: Se utilizan típicamente para las coronas en pares de tornillo sinfín, debido a su excelente resistencia al desgaste y bajo coeficiente de fricción contra el acero del sinfín. También en aplicaciones marinas por su resistencia a la corrosión.
- Polímeros de Ingeniería (Nylon, POM, UHMW): Ligeros, silenciosos y resistentes a la corrosión. Ideales para aplicaciones de baja carga, donde se priorice el peso y la ausencia de lubricación (engranajes en electrodomésticos, juguetes, ciertos componentes de automoción no críticos).
- Pulvimetalurgia (Powder Metallurgy): Permite la fabricación neta o casi neta de engranajes pequeños y complejos con alta repetibilidad y mínimo desperdicio de material. Muy común en la industria automotriz para engranajes de motores de limpiaparabrisas, asientos eléctricos, etc.
El impacto es directo: Un material más duro como un acero endurecido permitirá soportar cargas mayores, pero requerirá procesos de acabado como el rectificado, aumentando el coste. Un material más blando puede ser más barato de mecanizar, pero limitará la vida útil del engranaje.
¿Cómo garantizar la máxima precisión en el mecanizado?
La precisión no es casualidad; es el resultado de un sistema controlado. Estos son los pilares:
- Máquina-Herramienta de Alta Calidad: Una máquina CNC rígida, estable y bien mantenida es la base. La termo-estabilidad y la precisión de sus ejes son críticas.
- Herramientas de Corte de Primera Línea: Las fresas (hobs), brochas o muelas de rectificar deben ser de calidad superior y mantenerse perfectamente afiladas. El desgaste de la herramienta es el enemigo número uno de la consistencia.
- Sujeción y Montaje Impecables: El «gear blank» debe estar perfectamente centrado y sujeto para evitar vibraciones o desplazamientos durante el corte. Un montaje deficiente arruina cualquier máquina precisa.
- Programación CNC y Compensación: El software de control moderno permite compensar errores térmicos, de desgaste de herramienta y de geometría de la máquina. Un buen programador es clave.
- Control Metrológico Estricto: No se puede controlar lo que no se mide. La inspección en proceso y final con equipos adecuados (como máquinas de medición de engranajes) cierra el círculo de la calidad, permitiendo ajustes en tiempo real.
Problemas comunes en el mecanizado de engranajes y cómo solucionarlos
| Problema / Defecto | Causas Probables | Soluciones / Prevención |
|---|---|---|
| Excentricidad (Runout) | Disco mal centrado, mandril desgastado. | Verificar y corregir la sujeción. Usar mandriles de precisión. |
| Rugosidad Superficial Excesiva | Velocidad de corte inadecuada, herramienta desgastada, vibraciones (chatter). | Optimizar parámetros de corte (velocidad, avance). Cambiar herramienta. Aumentar rigidez del montaje. |
| Rebabas (Burrs) Grandes | Herramienta desafilada, material dúctil, ángulo de salida incorrecto. | Mantener herramientas afiladas. Ajustar parámetros. Considerar un desbardado posterior (deburring). |
| Error en el Paso (Pitch Error) | Vibraciones, errores en el sistema de indexado de la máquina. | Asegurar estabilidad mecánica. Calibrar el sistema de división/rotación de la máquina. |
| Deformación por Calor | Acumulación de calor durante el corte (especialmente en rectificado). | Usar refrigerante adecuado y abundante. Emplear ciclos de corte más suaves. |
| Picado (Pitting) Prematuro | Superficie con tensiones residuales o microgrietas, sobrecarga. | Asegurar un buen acabado superficial y procesos de acabado como el shot peening para inducir tensiones compresivas. |
| Perfil del Diente Incorrecto | Herramienta de corte mal perfilada o desgastada. | Inspeccionar y rectificar/reemplazar la herramienta regularmente. |
Preguntas Frecuentes (FAQ)
¿Cuál es el método de fabricación de engranajes más rápido?
Sin duda, el cepillado (hobbing) es el campeón de la velocidad para la producción en serie de engranajes cilíndricos. Su naturaleza de corte continuo y la posibilidad de mecanizar varios engranajes en un solo montaje lo hacen insuperable en términos de productividad para volúmenes altos.
¿Cuál es el proceso de fabricación de engranajes más común?
El cepillado (hobbing) también es el más común debido a su versatilidad, velocidad y relación coste-eficacia. Es el proceso estándar en la industria automotriz y de maquinaria general para engranajes rectos y helicoidales.
¿Se pueden mecanizar engranajes de plástico?
¡Absolutamente! Los polímeros de ingeniería como el nylon, el acetal (POM) o las poliolefinas se mecanizan muy bien, a menudo mediante fresado CNC. Es clave usar herramientas muy afiladas y parámetros de corte que eviten el calentamiento excesivo, que podría derretir el material.
¿Qué es mejor, forjar o mecanizar un engranaje?
No es «mejor», sino «más adecuado». La forja es excelente para crear la forma bruta del disco (gear blank) con fibras del material alineadas para mayor resistencia, en producciones muy grandes. El mecanizado es imprescindible para crear los dientes con precisión. A menudo se combinan: se forja el disco y luego se mecanizan los dientes.
¿Cómo afecta el tratamiento térmico al mecanizado?
El tratamiento térmico de endurecimiento (como la cementación) aumenta drásticamente la dureza del material, haciéndolo imposible de cortar con herramientas convencionales. Por eso, el flujo típico es: 1) Mecanizado en blando (hobbing) -> 2) Tratamiento térmico -> 3) Acabado en duro (rectificado) para corregir las deformaciones.
¿Qué es la clase de tolerancia de un engranaje?
Las normas como la ISO 1328 o la AGMA definen clases de precisión (por ejemplo, ISO 5-12, donde un número menor indica mayor precisión). Estas clases especifican los límites tolerados para errores de perfil, paso y alineación. Una clase más exigente (ISO 5-7) implica un mecanizado y acabado más costosos, y se reserva para aplicaciones críticas como aeronáutica o turbinas.
¿Qué software se usa para diseñar engranajes?
Además de los CAD 3D generalistas (SolidWorks, Inventor, CATIA), existen módulos y software especializados como KISSsoft, Romax Designer o el módulo de engranajes de Autodesk Inventor. Estas herramientas permiten no solo el modelado, sino el cálculo de resistencia, análisis de contacto y la generación de planos de fabricación con toda la data geométrica necesaria para el mecanizado CNC.
Contacto con Yigu Prototipado Rápido
¿Tienes un proyecto de engranajes en mente? En Yigu Prototipado Rápido, combinamos experiencia técnica con tecnología de vanguardia para ofrecerte soluciones integrales en fabricación de engranajes de precisión. Desde el asesoramiento en diseño y selección de materiales hasta la entrega de piezas finales con los más altos estándares de calidad, estamos aquí para apoyarte.
Nuestros servicios incluyen:
- Mecanizado CNC de engranajes (Cepillado, Fresado, Rectificado).
- Fabricación de prototipos y series cortas.
- Tratamientos térmicos y acabados superficiales.
- Inspección metrológica completa y reporting.
Contáctanos para discutir tus especificaciones y recibir una cotización competitiva. Juntos, podemos hacer girar tus ideas con la máxima precisión y fiabilidad.