Algunos metales utilizados en ingeniería, como el acero inoxidable y el titanio, tienen una cualidad especial: forman de manera natural una fina capa de óxido en su superficie que actúa como un escudo protector contra la corrosión y los contaminantes. Pero, ¿qué pasa si esa capa se daña o necesitas asegurarte de que sea lo más efectiva posible? Ahí es donde entra en juego la pasivación. Este tratamiento químico no añade una capa externa, sino que optimiza y estabiliza la capa protectora natural del metal, mejorando drásticamente su resistencia a la oxidación sin alterar sus dimensiones. En esta guía, explicaremos en detalle cómo funciona, sus beneficios y las claves para aplicarlo correctamente.
¿Qué es la Pasivación?
La pasivación es un tratamiento de acabado superficial que se aplica principalmente al acero inoxidable y a otras aleaciones metálicas para aumentar su resistencia a la corrosión. La norma ASTM A967 la define como el tratamiento químico de un acero inoxidable con un oxidante suave (como una solución de ácido nítrico) para eliminar el hierro libre u otros contaminantes de la superficie. Al limpiar la superficie, se permite que se forme una capa de óxido de cromo más uniforme y estable, que es la verdadera barrera contra la corrosión.
¿Cómo Funciona el Proceso de Pasivación?
El principio es más simple de lo que parece. El acero inoxidable ya contiene cromo en su composición. Lo que hace la pasivación es «limpiar» la superficie para que ese cromo pueda hacer su trabajo.
- Eliminación de Contaminantes: Se sumerge la pieza en un baño de ácido (generalmente nítrico o cítrico). Este ácido disuelve y elimina el hierro libre, las partículas incrustadas de otras herramientas y cualquier resto de aceite o grasa de la superficie metálica. Estos contaminantes son puntos débiles donde puede iniciarse la corrosión.
- Enriquecimiento de Cromo: El ácido disuelve el hierro más rápidamente que el cromo. Esto significa que, a nivel atómico, las capas superficiales de la pieza se «enriquecen» en cromo, aumentando la proporción de cromo con respecto al hierro.
- Formación de la Capa Pasiva: Una vez que la pieza se enjuaga y se expone al aire, el cromo en la superficie reacciona con el oxígeno. Se forma así una capa transparente, inerte y extremadamente delgada (de unos pocos nanómetros) de óxido de cromo. Esta capa «pasiva» es la que impide que el oxígeno y la humedad lleguen al metal base y lo oxiden.
Beneficios Clave para Fabricantes
¿Por qué los fabricantes invierten en este paso adicional? Los beneficios van más allá de simplemente evitar el óxido.
- Máxima Resistencia a la Corrosión: Es el objetivo principal. Una pieza pasivada correctamente resistirá mucho mejor la exposición a la humedad, productos químicos y condiciones ambientales adversas.
- Limpieza Superior: La eliminación del hierro libre y otros residuos es crucial en industrias como la médica o alimentaria, donde la contaminación de un producto puede tener graves consecuencias.
- Prolonga la Vida Útil: Al proteger el metal de la degradación, la pieza durará más tiempo, protegiendo la inversión del cliente.
- Mantiene Tolerancias Ajustadas: A diferencia de la pintura o el recubrimiento en polvo, la capa pasiva es increíblemente delgada (nanómetros). No altera las dimensiones de la pieza, lo que es vital para componentes de alta precisión.
- Mejora la Apariencia: Una superficie pasivada tiene un aspecto limpio y uniforme, lo que refleja una alta calidad del material y del proceso de fabricación.
Químicos para Pasivar: Ácido Cítrico vs. Ácido Nítrico
La elección del ácido es una decisión clave. Durante décadas, el estándar industrial fue el ácido nítrico. Sin embargo, el ácido cítrico ha ganado popularidad como una alternativa más segura y ecológica.
Pasivación con Ácido Nítrico
Es el método tradicional y más establecido. Su uso se remonta al siglo XVIII. Es un oxidante muy fuerte y efectivo para una amplia gama de aceros inoxidables.
- Ventajas: Proceso muy conocido y fiable. La norma ASTM A967 detalla varios métodos con diferentes concentraciones y temperaturas.
- Desventajas: El ácido nítrico es peligroso de manipular, emite vapores tóxicos y requiere estrictos controles de seguridad y medioambientales para su uso y eliminación. En algunos casos, se usaba con dicromato de sodio, lo que agravaba el problema de los residuos.
Pasivación con Ácido Cítrico
Es la alternativa moderna y ecológica. Se produce a partir de la fermentación de azúcares, similar al ácido de los cítricos. Organizaciones como la NASA lo aprueban bajo condiciones específicas.
- Ventajas: Es mucho más seguro para los operarios, no emite gases tóxicos, es biodegradable y su gestión como residuo es más sencilla. Además, es efectivo en una gama más amplia de aceros inoxidables.
- Desventajas: En el pasado hubo cierta reticencia por miedo al crecimiento de hongos, pero los procesos controlados actuales (según ASTM) eliminan este riesgo.
| Característica | Ácido Nítrico | Ácido Cítrico |
|---|---|---|
| Seguridad | Peligroso, vapores tóxicos | Seguro, biodegradable |
| Eficacia | Muy alta (oxidante fuerte) | Alta (en condiciones controladas) |
| Impacto Ambiental | Alto (requiere gestión de residuos) | Bajo |
| Normativa (ASTM A967) | Métodos Nitric 1-5 | Métodos Citric 1-5 |
El Procedimiento Paso a Paso
El proceso de pasivación es sencillo pero debe controlarse con precisión para garantizar los resultados.
- Limpieza: La pieza debe estar completamente libre de grasas, aceites y suciedad. Se suele usar un baño de limpieza alcalino. Una superficie limpia es esencial para que el ácido actúe de manera uniforme.
- Enjuague Inicial: Se eliminan los restos del limpiador con agua, preferiblemente desionizada para no introducir nuevos contaminantes.
- Baño de Pasivación: La pieza se sumerge en el tanque con la solución ácida (nítrico o cítrico) durante un tiempo específico y a una temperatura controlada, según dicte la norma aplicable.
- Enjuague Final: Un segundo enjuague, también con agua desionizada, es crucial para eliminar cualquier traza de ácido de la superficie.
- Secado: Las piezas se secan por completo, listas para su uso o inspección.
En instalaciones modernas, estos tanques suelen utilizar ondas ultrasónicas para agitar la solución y limpiar mejor las geometrías complejas.
Normas Industriales Clave
Para que la pasivación sea fiable, debe cumplir con estándares reconocidos.
- ASTM A967: Es la norma más común y general para la pasivación de piezas de acero inoxidable. Especifica los diferentes métodos con ácido nítrico y cítrico.
- AMS 2700: Es la norma equivalente, pero específica para la industria aeroespacial, con requisitos aún más estrictos. Sustituyó a la antigua especificación militar QQ-P-35.
- ASTM A380: Una norma más amplia que cubre la limpieza, decapado y pasivación de sistemas y equipos de acero inoxidable.
Materiales que se Pueden Pasivar
Aunque el rey indiscutible de la pasivación es el acero inoxidable, otros metales también se benefician de tratamientos similares.
- Acero Inoxidable: El material más común. La pasivación refuerza su capa natural de óxido de cromo.
- Aluminio: No se «pasiva» en el mismo sentido, sino que se protege mediante anodizado (un baño electrolítico que engrosa la capa de óxido) o mediante recubrimiento de conversión de cromato (similar químicamente a la pasivación).
- Titanio: Forma una capa de óxido muy estable de forma natural. La pasivación química o el anodizado se usan cuando se necesita una capa extra gruesa o si la superficie ha sido contaminada.
- Otros Aceros: Para aceros al carbono, se usan procesos como el fosfatado (parkerizado) o el pavonado, que crean una capa de conversión química para ofrecer cierta protección.
Aplicaciones en la Industria
La pasivación es un proceso crítico en sectores donde la fiabilidad y la limpieza no son negociables.
- Industria Aeroespacial: Componentes del tren de aterrizaje, sistemas de combustible y estructuras críticas deben resistir la corrosión en condiciones extremas. Se rigen por la norma AMS 2700.
- Industria Médica: Instrumentos quirúrgicos, implantes y equipos hospitalarios se pasivan para garantizar su esterilidad y prevenir reacciones adversas en el cuerpo.
- Industria Alimentaria y de Bebidas: Tanques, tuberías y válvulas necesitan superficies libres de contaminación para no alterar los productos y ser fáciles de limpiar.
- Industria Química y Petrolífera: Tuberías, bombas y válvulas que manejan sustancias corrosivas se pasivan para prolongar su vida útil y evitar fallos catastróficos.
Preguntas Frecuentes (FAQ)
¿La pasivación cambia el color del acero inoxidable?
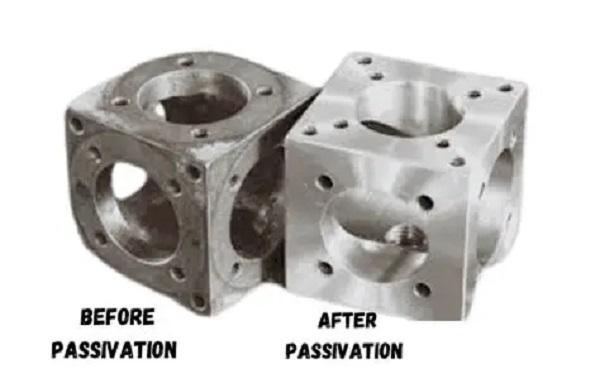
No, la capa pasiva es transparente. El aspecto del metal no cambia, aunque sí se verá más limpio si se han eliminado contaminantes superficiales.
¿Cuál es la diferencia entre pasivación y electropulido?
El electropulido elimina una capa microscópica de metal mediante un proceso electroquímico, dejando la superficie muy lisa y brillante. La pasivación es un proceso químico que solo elimina contaminantes y optimiza la capa de óxido sin eliminar material significativo. A menudo, se electropule primero y luego se pasiva para obtener el máximo beneficio.
¿Se puede pasivar un acero inoxidable que ya está oxidado?
La pasivación no elimina la oxidación existente (herrumbre). Para eso, primero se debe realizar un decapado (una limpieza química más agresiva) para eliminar la capa oxidada. Una vez limpia, la pieza se puede pasivar para protegerla en el futuro.
¿Qué es el «flash attack»?
Es un defecto que puede ocurrir si el baño de pasivación es demasiado agresivo o si no se controla bien. El ácido ataca y graba la superficie del metal en lugar de simplemente limpiarla, dejando un aspecto mate o rugoso no deseado.
Contacto con Yigu Prototipado Rápido
¿Necesitas asegurar la máxima calidad y resistencia a la corrosión en tus piezas de acero inoxidable? En Yigu Prototipado Rápido, dominamos el proceso de pasivación y lo aplicamos siguiendo las normas más estrictas (ASTM A967, AMS 2700). Nuestra experiencia en acabados superficiales garantiza que tus componentes, ya sean para la industria médica, alimentaria o aeroespacial, cumplan con los más altos estándares de limpieza y durabilidad. Contacta con nosotros hoy mismo para que nuestro equipo de ingenieros pueda asesorarte y ofrecerte la solución de pasivación perfecta para tu proyecto.