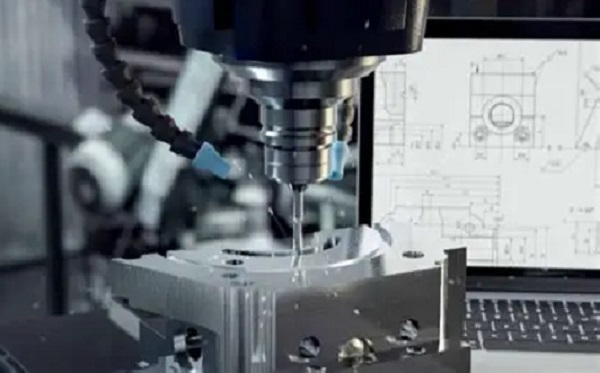
El rectificado cilíndrico es un proceso de mecanizado de precisión diseñado para componentes con simetría rotacional, como ejes, pasadores, pistones y rodillos. Imagina un torno, pero en lugar de una herramienta de corte, utiliza una muela abrasiva que gira a alta velocidad para eliminar material. Este proceso puede aplicarse tanto en superficies externas (rectificado de diámetros exteriores o OD) como en interiores (rectificado de diámetros interiores o ID). Su principal misión es corregir imperfecciones, eliminar desviaciones de redondez y conseguir tolerancias extremadamente ajustadas, llegando hasta 0.0013 mm (0.00005 pulgadas) , con acabados superficiales impecables.
¿Cómo se realiza el proceso de rectificado cilíndrico?
El principio básico es simple: la pieza gira sobre su eje mientras la muela abrasiva, girando en dirección contraria, arranca material. Pero existen variantes clave según la geometría y la zona a rectificar.
Rectificado cilíndrico externo
Es la variante más común. La pieza se sujeta entre dos puntos (centros) o en un plato giratorio. La muela, de gran diámetro, se acerca a la superficie exterior.
- Rectificado de inmersión (Plunge grinding): La muela es más ancha que la zona a rectificar. Se introduce radialmente en la pieza hasta la profundidad deseada. Es ideal para piezas con varios diámetros, escalones o perfiles complejos.
- Rectificado transversal (Traverse grinding): La muela es más estrecha que la longitud de la pieza. Se desplaza axialmente (a lo largo de la pieza) mientras gira. Perfecto para ejes largos y rectos.
La elección de la muela abrasiva es crítica. Materiales como el diamante o el nitruro de boro cúbico (CBN) se usan para materiales muy duros. El «vestido» o «diamantado» de la muela, que renueva su superficie abrasiva, determina en gran medida el acabado final de la pieza.
Rectificado cilíndrico interno
Es el proceso «hermano», pero aplicado al interior de un agujero. La muela debe ser mucho más pequeña para penetrar en la cavidad. Esto presenta desafíos, ya que una mayor superficie de contacto entre muela y pieza puede generar calor y dificultar la evacuación de la viruta. Es ideal para conseguir agujeros precisos y concéntricos en engranajes, bujes o matrices.
Materiales compatibles con el rectificado cilíndrico
La versatilidad del proceso permite trabajar con una amplia gama de materiales.
- Metales: Es el campo de aplicación más amplio. Funciona perfectamente en metales duros como el tungsteno, titanio y todo tipo de aceros, incluso después de haber sido endurecidos. Elimina cualquier rebaba o irregularidad del mecanizado previo.
- Cerámica: Materiales de ingeniería como la alúmina, zirconia o nitruro de silicio son extremadamente duros pero frágiles. El rectificado cilíndrico, con los parámetros y muelas adecuadas (generalmente de diamante), permite darles forma sin generar fisuras.
- Plásticos: Incluso materiales más blandos como los termoplásticos o termoestables pueden rectificarse cuando necesitan tolerancias muy estrechas. Hay que tener cuidado de que el plástico no «embarre» la muela, tapando los poros entre los granos abrasivos.
Ventajas clave del rectificado cilíndrico
Precisión extrema
La mayor virtud del rectificado cilíndrico es su capacidad para lograr tolerancias dimensionales inalcanzables para otros procesos. Corrige errores de redondez y concentricidad, dejando la pieza con una geometría perfecta.
Acabados superficiales de alta calidad
Elimina las marcas y rugosidad del torneado o fresado. Puede alcanzar acabados superficiales mejores de 30 micropulgadas Ra, lo que reduce la fricción y el desgaste en componentes móviles.
Versatilidad
Se adapta a una gran variedad de materiales y geometrías, siempre que tengan simetría rotacional. Con la muela adecuada, se puede rectificar desde un pequeño pasador de acero hasta un eje de titanio para aviación.
Rentable para series medias
Para volúmenes de producción razonables de piezas idénticas, es un proceso muy rentable. Una vez que la máquina está configurada, produce piezas repetibles con una intervención mínima del operario.
Desventajas y limitaciones del proceso
Proceso lento
Por naturaleza, el rectificado arranca material de forma muy fina. Es un proceso lento comparado con el torneado. Puede llevar tiempo alcanzar las dimensiones finales, especialmente si se parte de un sobreespesor grande.
Requiere operarios cualificados
No es un proceso automático sencillo. Configurar la máquina, elegir la muela correcta y ajustar los parámetros para evitar vibraciones, quemaduras o desviaciones requiere operarios con mucha experiencia, especialmente en el rectificado interno.
Aplicaciones del rectificado cilíndrico por industria
Fabricación industrial
Se usa para fabricar componentes clave como husillos para máquinas textiles, rodillos para imprentas y ejes de transmisión. La precisión de estos rodillos es vital para la calidad del producto final.
Ingeniería y herramientas
Es el proceso ideal para crear pernos, ejes de alta velocidad y herramientas cilíndricas como punzones. Una herramienta mal rectificada se desgasta antes y da peor rendimiento.
Industria automotriz
Se aplica masivamente en árboles de levas, cigüeñales, ejes de transmisión y pistones. Son piezas con múltiples diámetros y tolerancias muy ajustadas que deben girar a altas velocidades sin fallar.
Sector aeroespacial
Los materiales exóticos y difíciles de mecanizar (superaleaciones) y las tolerancias extremadamente estrictas hacen del rectificado cilíndrico un proceso indispensable para ejes de turbinas y componentes del tren de aterrizaje.
Industria médica
Es fundamental en la fabricación de implantes y prótesis de titanio o PEEK (plástico de alta performance). Estos dispositivos deben ajustarse perfectamente a la anatomía del paciente y tener un acabado biocompatible.
Alternativas al rectificado cilíndrico
| Método | Descripción | Cuándo elegirlo |
|---|---|---|
| Rectificado sin centros | La pieza no se sujeta, sino que se apoya entre dos muelas. | Para grandes volúmenes de piezas pequeñas y cilíndricas (pasadores, bulones). Es más rápido. |
| Rectificado plano | Muela sobre una superficie plana con mesa reciprocante o rotativa. | Para superficies planas únicamente. No sirve para cilindros. |
| Bruñido (Honing) | Herramienta abrasiva que frota el interior de un agujero. | Para acabado ultrafino y corrección geométrica de cilindros interiores (ej. camisas de motor). |
Conclusión
El rectificado cilíndrico es el proceso de referencia cuando la precisión en componentes rotacionales no es negociable. Su capacidad para alcanzar tolerancias de micras, corregir la geometría y dejar acabados superficiales de alta calidad lo hace indispensable en sectores como el automotriz, aeroespacial y médico. Aunque es más lento que el torneado y requiere operarios especializados, los resultados en cuanto a rendimiento y vida útil de las piezas justifican ampliamente su uso. Si tu proyecto exige ejes, pasadores o componentes cilíndricos de la máxima calidad, el rectificado cilíndrico es la solución.
Preguntas frecuentes (FAQ)
¿Cuál es la diferencia clave entre el rectificado cilíndrico externo y el rectificado sin centros?
En el rectificado cilíndrico externo, la pieza se sujeta por sus centros o en un plato, lo que permite un control absoluto de la concentricidad. En el rectificado sin centros, la pieza no se sujeta, sino que se apoya libremente, lo que permite mayor velocidad de producción pero puede perder concentricidad con agujeros internos existentes.
¿Qué tolerancias se pueden alcanzar con el rectificado cilíndrico?
Se pueden alcanzar tolerancias muy ajustadas, del orden de ±0.0013 mm (0.00005 pulgadas) en condiciones óptimas. Para aplicaciones estándar, se trabaja cómodamente en ±0.01 mm.
¿El rectificado cilíndrico sirve para piezas de cerámica?
Sí, pero con precaución. La cerámica es muy dura y frágil. Se necesitan muelas especiales (generalmente de diamante) y parámetros de corte muy suaves para evitar que la pieza se agriete.
¿Cuándo debo elegir rectificado cilíndrico interno en lugar de bruñido?
El rectificado interno se usa para corregir la geometría de un agujero y dejarlo con una tolerancia precisa, arrancando algo de material. El bruñido se usa cuando ya tienes un agujero muy cerca de la medida final y solo quieres mejorar el acabado superficial (dejarlo liso como un espejo) y darle una tolerancia aún más fina (inferior a 0.005 mm).
Contacto con Yigu Prototipado Rápido
En Yigu Prototipado Rápido somos especialistas en mecanizados de alta precisión. Nuestro servicio de rectificado cilíndrico cubre tanto exteriores como interiores, trabajando con metales, cerámicas y plásticos de ingeniería. Sabemos que un eje mal rectificado puede comprometer todo un conjunto mecánico. Por eso, nuestro equipo de ingenieros y operarios altamente cualificados se asegura de que cada pieza cumpla con las tolerancias más exigentes. Si buscas calidad, precisión y un acabado impecable, [contáctanos hoy mismo] y descubre cómo podemos aportar valor a tu próximo proyecto.