El rectificado de precisión es un conjunto de procesos de acabado utilizados en la fabricación para eliminar cantidades muy pequeñas de material de una pieza, con el objetivo de lograr tolerancias extremadamente ajustadas y acabados superficiales impecables. A diferencia del mecanizado convencional (fresado o torneado), el rectificado utiliza una muela abrasiva compuesta por granos de materiales duros como el óxido de aluminio, el carburo de silicio o el diamante, que actúan como pequeñas herramientas de corte. Es la solución ideal cuando una pieza necesita ser perfectamente plana, redonda, lisa o cumplir con tolerancias de hasta 0.006 mm (0.00025 pulgadas) . Se utiliza como proceso final o para preparar piezas para otros acabados aún más finos, como el lapeado o el bruñido.
¿Qué es exactamente el rectificado de precisión?
El rectificado de precisión es una operación de acabado. Su objetivo no es desbastar grandes cantidades de material, sino corregir pequeñas imperfecciones, mejorar la geometría y alcanzar un nivel de calidad superficial y dimensional que otros procesos no pueden garantizar. La acción abrasiva de la muela combina corte, arado y fricción para eliminar capas microscópicas de material.
La elección del abrasivo es clave y depende del material de la pieza:
- Óxido de aluminio: Ideal para aceros y metales ferrosos.
- Carburo de silicio: Mejor para metales no férreos como aluminio, latón y carburo.
- Diamante/CBN: Para materiales extremadamente duros como cerámicas o aceros templados.
Aunque existen operaciones manuales (como amoladoras), el rectificado de precisión moderno se realiza con máquinas de control numérico (CNC) que garantizan resultados superiores en eficiencia y calidad.
Tipos de rectificado de precisión
No existe un solo tipo de rectificado. La elección depende de la geometría de la pieza. Estos son los cuatro principales:
| Tipo | Descripción | Ideal para |
|---|---|---|
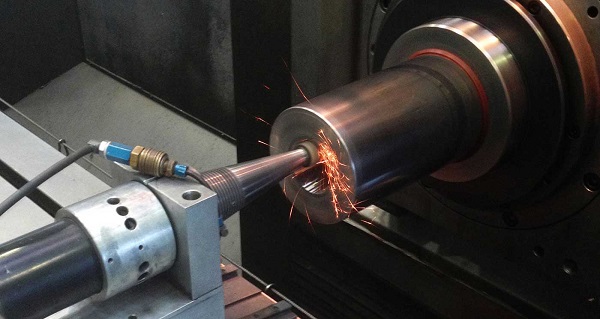
| Rectificado cilíndrico | La pieza (cilíndrica) y la muela giran simultáneamente en direcciones opuestas. La pieza se sujeta entre dos puntos (centros). | Superficies exteriores de ejes, árboles de levas, pistones. Alcanza gran concentricidad. |
| Rectificado sin centros | La pieza cilíndrica se apoya libremente entre una muela rectificadora y una muela reguladora. No hay sujeción mecánica. | Grandes volúmenes de piezas pequeñas (pasadores, bulones, agujas). Alta velocidad de producción. |
| Rectificado interior | Similar al cilíndrico, pero la muela, de pequeño diámetro, penetra en el interior de un agujero para rectificarlo. | Agujeros precisos en engranajes, bujes, matrices. |
| Rectificado de husillos | Utiliza una muela montada en un husillo vertical u horizontal. La mesa puede ser reciprocante o rotativa. | Superficies planas, ángulos, ranuras. Ideal para bases de máquinas y guías. |
Beneficios clave del rectificado de precisión
Precisión y tolerancias ajustadas
La mayor virtud del rectificado de precisión es su capacidad para lograr tolerancias inalcanzables para el fresado o torneado. Hablamos de tolerancias de hasta ±0.006 mm. En sectores como el médico o aeroespacial, esto no es un lujo, es una necesidad.
Rentable para grandes volúmenes
Aunque el coste por hora máquina es alto, su velocidad, versatilidad y alta fiabilidad lo hacen muy rentable para producir grandes volúmenes de piezas idénticas con una tasa de defectos muy baja. Una vez configurado, produce pieza tras pieza sin variación.
Fiabilidad del proceso
Es un proceso altamente fiable. Al ser un proceso de acabado controlado y con poca presión sobre la pieza (en comparación con el mecanizado), es raro que se produzcan defectos o roturas.
Acabados superficiales suaves
No solo se trata de medida, sino de sensación y función. El rectificado de precisión produce superficies muy lisas, esenciales para cojinetes, guías deslizantes o instrumentos quirúrgicos, y también aporta un valor estético innegable.
Desventajas del rectificado de precisión
Proceso lento (y por tanto, caro)
Eliminar material grano a grano lleva tiempo. Hay que evaluar si la pieza realmente necesita esa precisión o si un buen acabado de torneado o fresado es suficiente para la aplicación.
Alta inversión inicial
Las rectificadoras de precisión CNC son máquinas complejas y muy costosas. Adquirir una requiere un estudio de retorno de inversión (ROI) detallado.
Posible contaminación de la pieza
En sectores de alta pureza (semiconductores, alimentario, médico), las partículas abrasivas desprendidas de la muela o la propia viruta metálica pueden incrustarse en la pieza y comprometer su función o limpieza. Es crucial un lavado y desbarbado posterior.
Industrias que utilizan rectificado de precisión
Industria automotriz
Se utiliza masivamente para componentes que requieren alta precisión y durabilidad: cigüeñales, árboles de levas, engranajes, ejes de transmisión y pistas de rodamientos en cajas de cambios y ruedas.
Industria aeroespacial y de aviación
La seguridad y las condiciones extremas exigen lo mejor. El rectificado cilíndrico, sin centros y de avance lento (creep feed) se usa para componentes de motores de turbina (álabes, discos), piezas del tren de aterrizaje y cojinetes de alta precisión.
Industria de rodamientos (Bearings)
El rectificado interior y cilíndrico son procesos fundamentales para fabricar rodamientos. La precisión en el diámetro interior, exterior y en las pistas de rodadura es esencial para el correcto funcionamiento de cualquier máquina que gire.
Industria eléctrica y electrónica
Se utiliza para fabricar componentes de motores eléctricos, disipadores de calor (que requieren superficies planas para un buen contacto térmico) y piezas para semiconductores.
Industria médica
La biocompatibilidad y el ajuste perfecto son cruciales. El rectificado de precisión se aplica en instrumentos quirúrgicos, componentes de prótesis e implantes (como prótesis de cadera o rodilla), donde una superficie lisa reduce el desgaste y el rechazo del cuerpo.
Alternativas al rectificado de precisión
| Alternativa | Descripción | Diferencia clave con rectificado |
|---|---|---|
| Escariado | Herramienta de corte para agrandar y acabar agujeros. | Exclusivo para interiores. Tolerancias similares (±0.005 mm). |
| Bruñido (Honing) | Piedra abrasiva con movimiento rotativo y reciprocante. | Para interiores. Crea un rayado cruzado. Mejor para corregir geometría de cilindros. |
| Lapeado | Pasta abrasiva entre una plza y la pieza. | Precisión extrema (< 0.001 mm). Para superficies planas o esferas. Acabado mate. |
Conclusión
El rectificado de precisión es la culminación del proceso de fabricación para componentes críticos. No es un proceso para desbastar, sino para «vestir» la pieza con la máxima calidad. Ofrece tolerancias y acabados que otros métodos no pueden igualar, lo que lo hace indispensable en sectores como el automotriz, aeroespacial y médico. Aunque su coste y tiempo de ciclo son superiores, el valor que aporta en términos de rendimiento, fiabilidad y durabilidad de las piezas es incuestionable. Si tu diseño exige lo mejor, el rectificado de precisión es el camino a seguir.
Preguntas frecuentes (FAQ)
¿Cuándo debo especificar rectificado de precisión en lugar de un mecanizado CNC convencional?
Debes especificarlo cuando las tolerancias sean muy ajustadas (por debajo de ±0.01 mm), cuando necesites un acabado superficial excepcional (baja rugosidad), o cuando el material sea muy duro (aceros templados, carburos) y no pueda ser mecanizado fácilmente con herramientas de corte convencionales.
¿Qué tipo de rectificado de precisión es mejor para agujeros interiores?
Para agujeros interiores, las mejores opciones son el rectificado interior (para precisión y corrección geométrica) y el bruñido (para acabado superficial fino y corrección de pequeñas desviaciones).
¿Qué significa la tolerancia «+0.00025» que mencionan?
Significa que la pieza debe fabricarse para que su medida sea hasta 0.00025 pulgadas (0.00635 mm) mayor que la medida nominal, pero nunca menor. Es una tolerancia unilateral muy típica en ejes que deben encajar en agujeros con un ajuste específico.
¿El rectificado de precisión puede dañar el tratamiento térmico de una pieza?
Sí, existe ese riesgo. Si el rectificado genera demasiado calor (por falta de refrigerante o pasadas muy agresivas), puede «revenir» la superficie, ablandándola y creando tensiones internas. Un buen proceso controla la temperatura con abundante refrigerante.
¿Cuál es la diferencia entre rectificado cilíndrico y sin centros?
En el rectificado cilíndrico, la pieza se sujeta por sus centros, lo que garantiza una excelente concentricidad. En el rectificado sin centros, la pieza no se sujeta, sino que se apoya entre dos muelas. Esto permite procesar piezas mucho más rápido, pero puede haber pérdida de concentricidad con características internas existentes.
Contacto con Yigu Prototipado Rápido
En Yigu Prototipado Rápido somos especialistas en llevar los proyectos al siguiente nivel. Nuestros servicios de rectificado de precisión abarcan las cuatro modalidades principales: cilíndrico, sin centros, interior y de husillos. Contamos con maquinaria CNC de última generación y un equipo de operarios con décadas de experiencia en sectores críticos. Sabemos que una tolerancia de micras puede marcar la diferencia entre un componente que funciona y uno que falla. Si buscas un socio que garantice la máxima calidad en tus piezas más exigentes, [contáctanos hoy mismo] y descubre cómo podemos aportar precisión y valor a tu próximo proyecto.