Si usted es ingeniero de proyectos en los sectores de alimentación, médico, químico o de equipos de precisión, sabe que el mayor desafío no es encontrar un proveedor de chapa metálica, sino conseguir uno que garantice soldaduras sin deformaciones, dobleces precisos y un acabado superficial consistente. La fabricación tradicional suele fallar en estos puntos críticos, generando retrabajos, pérdidas de tiempo y costes ocultos. Aquí es donde entra un servicio especializado en chapa de acero inoxidable que combina tecnología de ±0.1 mm, materiales certificados y un proceso totalmente trazable.
¿Por qué elegir acero inoxidable para sus componentes?
El acero inoxidable no es un material único. Para cada aplicación existe un grado específico que optimiza rendimiento y coste. En Yigu Rápido Prototipado trabajamos con las calidades más demandadas por la industria:
| Material | Propiedad clave | Aplicación típica | Espesor común |
|---|---|---|---|
| 304 | Resistencia general y fácil conformado | Equipos estándar, carcasas, estructuras | 0.5 – 20 mm |
| 316 | Máxima resistencia a ácidos y cloruros | Industria marina, médica, reactores | 1 – 15 mm |
| 201 | Buena relación coste-beneficio | Interiores, decoración, piezas secundarias | 0.6 – 12 mm |
| 430 | Magnético, resistente al calor | Utensilios de cocina, electrodomésticos | 0.5 – 10 mm |
Dato clave: el 316 L es el único recomendado para entornos con exposición continua a sales o productos químicos agresivos. Muchos proveedores lo ofrecen, pero pocos certifican el lote con trazabilidad completa.
¿Qué procesos garantizan una precisión de ±0.1 mm?
Lograr tolerancias tan ajustadas en acero inoxidable requiere dominar cada etapa del flujo de trabajo. No basta con una máquina cara; hace falta ingeniería de proceso y control de calidad en tiempo real.
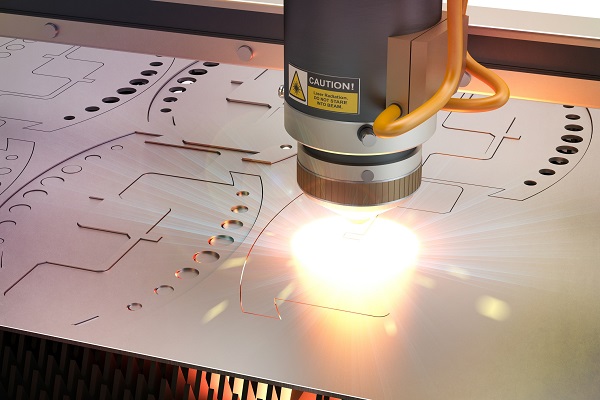
Corte láser sin rebabas ni zonas afectadas por calor
Utilizamos láseres de fibra de alta potencia que cortan espesores de hasta 20 mm con una zona afectada por calor mínima. Esto evita deformaciones previas al doblado y asegura bordes limpios para soldaduras posteriores. Para geometrías complejas o patrones de agujeros, el corte láser supera al cizallado tradicional en velocidad y precisión.
Doblado CNC con control de ángulo y springback
El acero inoxidable tiende a recuperar su forma original tras el doblado (efecto springback). Nuestras prensas plegadoras CNC compensan automáticamente este fenómeno gracias a sensores de ángulo en tiempo real y tablas de parámetros internas desarrolladas tras más de 5.000 proyectos. Así conseguimos ángulos repetibles incluso en espesores variables.
Ejemplo real: Para un bastidor de reactor químico con 14 pliegues distintos, logramos una desviación máxima de ±0.2° en todos los ángulos, permitiendo un ensamblaje sin holguras ni tensiones.
Soldadura TIG: ¿cómo evitar la deformación por calor?
La soldadura es el proceso más crítico. Un exceso de calor genera alabeo, tensiones internas y pérdida de la capa pasiva que protege contra la corrosión. Aplicamos tres estrategias para controlarlo:
- Parámetros pulsados: Reducimos el aporte térmico mediante ciclos rápidos de corriente alta-baja, lo que minimiza la zona afectada.
- Fijaciones rígidas y disipadores de calor: Utilizamos plantillas de cobre que absorben el exceso de temperatura.
- Secuencia de soldadura por saltos: Nunca soldamos un cordón continuo largo. Dividimos la unión en pequeños segmentos alternados para distribuir el calor.
Resultado: Uniones herméticas (válidas para vacío o presión) con deformación inferior a 0.1 mm por metro lineal. Tras soldar, esmerilamos y pulimos las uniones hasta lograr una superficie continua, indistinguible del metal base.
Acabados superficiales: de la pasivación al pulido electrolítico
La corrosión no empieza en el material base, sino en microgrietas, inclusiones o zonas mal pasivadas. Por eso, el acabado es parte fundamental de la ingeniería de producto.
Tabla comparativa de acabados según uso
| Acabado | Norma aplicable | Aplicación recomendada | Ventaja clave |
|---|---|---|---|
| Cepillado (brushing) | No crítica | Estructuras, carcasas generales | Económico, oculta rayones |
| Pulido espejo | Ra < 0.4 µm | Equipos estéticos, arquitectura | Fácil limpieza |
| Pasivación | ASTM A967 | Previo a uso alimentario/médico | Restaura capa de óxido |
| Electropulido | Ra < 0.2 µm | Implantes, reactores farmacéuticos | Elimina rebabas microscópicas |
| Chorreado | – | Acabado mate uniforme | Esconde marcas de herramientas |
Dato verificable: El electropulido mejora la resistencia a la corrosión en ambientes salinos hasta un 30% comparado con el cepillado simple, según estudios ASTM.
Caso práctico: carcasa para equipo médico de diagnóstico
Un fabricante de equipos de resonancia magnética necesitaba 30 carcasas en 316L con espesor de 2 mm, geometría asimétrica y múltiples orificios roscados. Los requerimientos incluían:
- Ausencia total de deformación en la zona de soldadura (marco estructural interno)
- Acabado electropulido con rugosidad Ra < 0.2 µm
- Trazabilidad desde la chapa original hasta la pieza final
Nuestra solución:
- Corte láser con microjuntas para mantener la referencia durante el doblado.
- Doblado incremental en 3 etapas, con verificación intermedia de cada ángulo.
- Soldadura TIG pulsada con plantilla de cobre refrigerada.
- Electropulido en baño controlado, seguido de inspección con rugosímetro.
- Plazo de entrega: 12 días hábiles (frente a 25 del mercado).
El cliente validó las primeras 5 unidades sin ninguna modificación, y actualmente recibe lotes mensuales de 200 piezas con cero defectos reportados en 8 meses.
¿Cuál es el flujo de trabajo estándar para un pedido?
Seguimos un proceso documentado que elimina sorpresas y acelera la toma de decisiones:
- Recepción de planos (2D en DWG / PDF o 3D en STEP / SolidWorks)
- Análisis de manufacturabilidad (DFM) → Identificamos posibles problemas (espesores límite, radios mínimos, tolerancias no viables) y emitimos un informe en 24h.
- Presupuesto detallado por fases: corte, plegado, soldadura, acabados, embalaje.
- Prototipo rápido (de 3 a 7 días para hasta 5 unidades) con certificado de inspección dimensional.
- Aprobación del cliente → Liberación de producción en serie.
- Fabricación con controles en cada proceso (listas de verificación internas).
- Acabado e inspección final (incluye informe de pasivación si aplica).
- Embalaje seguro con separadores para evitar rozaduras.
- Envío con documentación técnica completa.
Preguntas frecuentes sobre fabricación de chapa de acero inoxidable
¿Cuál es el espesor mínimo y máximo que pueden procesar?
Trabajamos desde 0.5 mm (para protectores o pantallas) hasta 20 mm (para bases de maquinaria o blindajes). Para espesores intermedios, nuestra precisión se mantiene en ±0.1 mm en corte y ±0.2° en doblado.
¿Ofrecen certificados de material para 304 y 316L?
Sí. Cada lote de acero que entra en nuestro taller tiene certificado de fábrica (3.1 según EN 10204). Podemos incluir una copia en cada entrega, indicando la composición química y propiedades mecánicas.
¿Pueden soldar piezas de distintos espesores?
Sí, siempre que la diferencia no supere 4:1 (por ejemplo, 1 mm con 4 mm). Para diferencias mayores, aplicamos preparación de bordes escalonada y parámetros específicos para evitar quemaduras o falta de penetración.
¿Qué plazo de entrega tienen para prototipos y para producción?
Prototipos: 24h para análisis DFM + 3–7 días para hasta 5 unidades. Producción: entre 10 y 20 días para lotes de 50 a 500 piezas, dependiendo de la complejidad de acabados.
¿Aceptan pedidos de una sola pieza?
Absolutamente. Muchos proyectos empiezan con una unidad de prueba. No tenemos pedido mínimo, aunque el coste por pieza es más alto en cantidades bajas por la preparación de programas CNC y utillajes.
¿Cómo evitan la corrosión en zonas soldadas después del pulido?
Aplicamos pasivación química (ácido nítrico o cítrico) tras el pulido mecánico. Esto disuelve las inclusiones de hierro superficiales y regenera la capa de óxido de cromo. Verificamos el resultado con prueba de agua destilada y ferroxilo.
Contacto Yigu Rápido Prototipado
¿Necesita un proveedor que garantice ±0.1 mm, soldaduras sin deformación y acabados consistentes en acero inoxidable? Solicite su análisis DFM gratuito en 24 horas. Adjunte sus planos (DWG, STEP o PDF) a su mensaje y reciba presupuesto detallado + plazo de prototipo rápido. Fabricamos para alimentación, médico, químico y equipos de precisión con trazabilidad total.