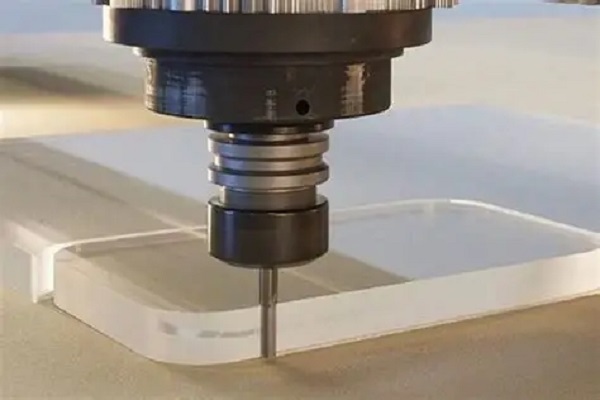
¿El mecanizado CNC de acero desgasta rápidamente tus herramientas y deforma tus piezas? Es un problema común. La dureza del acero, el calor generado y la vibración afectan la calidad. En Yigu Rápido Prototipado, entendemos estos retos. Ofrecemos soluciones precisas para cada tipo de acero. Aquí aprenderás cómo superar la fricción, el calor y el desgaste. Obtendrás piezas duraderas y ahorrarás costes.
¿Por qué el acero es difícil de mecanizar?
El acero contiene carbono y otros elementos como cromo o molibdeno. Esto le da resistencia. Pero también aumenta la fricción durante el corte. Las herramientas se desgastan rápido. El calor generado puede superar los 400°C. Esto deforma la pieza. Además, algunos aceros endurecen al trabajar, como el inoxidable. La viruta larga y enredada es otro peligro. Puede dañar la máquina o al operario.
Propiedades clave que afectan el mecanizado
| Propiedad | Efecto en el mecanizado | Solución típica |
|---|---|---|
| Dureza (HRC) | Mayor desgaste de herramienta | Carburos recubiertos |
| Conductividad térmica | Calor acumulado | Refrigeración de alta presión |
| Tenacidad | Vibraciones | Sujeción rígida |
| Endurecimiento | Mayor fuerza de corte | Parámetros agresivos |
¿Qué tipos de acero mecanizamos en Yigu?
Trabajamos con más de 15 calidades. Cada una requiere parámetros únicos. Aquí los más comunes:
Aceros de baja carbono (1018, A36)
Son dúctiles y fáciles de soldar. Pero generan virutas largas. Usamos rompevirutas y velocidades altas (180-250 m/min). Ejemplo: para engranajes pequeños, logramos ±0.01 mm sin rebabas.
Aceros aleados (4130, 4140, 4340)
Ofrecen alta resistencia. El 4140 PH viene preendurecido (271-301 Brinell). No necesita tratamiento térmico post-mecanizado. Ideal para ejes y moldes. Nuestro consejo: usa herramientas de carburo con recubrimiento AlTiN. Reduce el desgaste en un 40%.
Aceros herramienta (A2, O1)
Alcanzan 57-65 HRC tras tratamiento. Son muy abrasivos. Fresamos con velocidades bajas (40-60 m/min) y avances agresivos. Así evitamos el endurecimiento superficial.
Acero de fácil mecanizado (1215)
Alto azufre. Maquina muy bien. Pero no se suelda. Perfecto para tornillos y pasadores. Usamos refrigerante por niebla para mejorar el acabado.
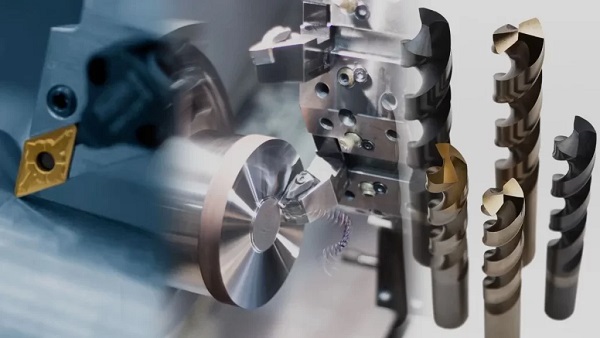
¿Cómo solucionar el desgaste rápido de herramientas?
El acero duro desgasta los filos en minutos. He aquí nuestra estrategia probada:
1. Selección del material de herramienta
- Carburo de tungsteno: soporta alta temperatura.
- Cermet: ideal para acabados finos en aceros blandos.
- PCD (diamante policristalino): solo para aceros no ferrosos.
2. Recubrimientos que alargan la vida útil
| Recubrimiento | Temperatura máxima | Beneficio clave |
|---|---|---|
| TiN | 600°C | Reduce fricción |
| TiAlN | 900°C | Ideal para acero inoxidable |
| AlCrN | 1100°C | Resiste calor extremo |
| DLC | 350°C | Baja fricción, alta dureza |
Dato real: con AlCrN, nuestras herramientas duran 3 veces más en acero 4140.
3. Parámetros de corte optimizados
Ejemplo práctico para acero 4130:
- Velocidad de corte: 220 m/min
- Avance por diente: 0.08 mm
- Profundidad radial: 1.5 mm
- Refrigeración: inundación a 20 L/min
Resultado: 80 piezas por herramienta, sin cambios de filo.
¿Cómo controlar el calor y la deformación?
El calor es el enemigo. Dilata la pieza. Causa tolerancias fuera de rango. En Yigu usamos tres técnicas:
Refrigeración de alta presión
Aplicamos chorros a 70 bares directamente al filo. Reduce la temperatura un 35%. Evita el endurecimiento en aceros inoxidables.
Estrategias de corte intermitente
No cortamos de forma continua. Usamos fresado en rampa y trocoidal. El calor se disipa entre pasadas.
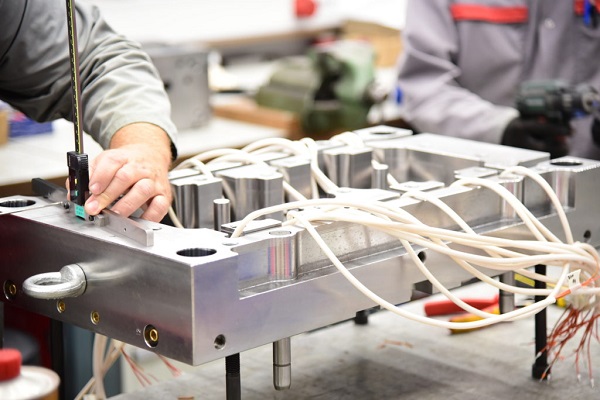
Piezas de pared delgada
Para espesores menores a 2 mm, sujetamos con cera térmica o vacío. Reducimos la vibración. Ejemplo: una tapa de acero 1018 de 1.5 mm mantuvo una planitud de 0.03 mm.
¿Qué hacemos con las virutas largas y enredadas?
Las virutas tipo cinta son peligrosas. Se enredan en el husillo. Rayan la pieza. Nuestras soluciones:
- Rompevirutas geométrico: diseñamos la herramienta con muescas.
- Avance alto: fragmenta la viruta naturalmente.
- Refrigerante orientado: empuja la viruta fuera de la zona de corte.
Caso real: Un cliente con acero 1215 tenía paradas cada 20 minutos. Cambiamos a avance de 0.15 mm/vuelta. Las virutas salieron rotas. Producción continua durante 8 horas.
Tabla comparativa: parámetros según tipo de acero
| Material | Dureza (HB) | Velocidad (m/min) | Avance (mm/diente) | Refrigeración |
|---|---|---|---|---|
| 1018 | 126 | 250 | 0.10 | Inundación |
| A36 | 119 | 260 | 0.12 | Inundación |
| 4130 | 197 | 200 | 0.08 | Alta presión |
| 4140 PH | 285 | 150 | 0.06 | Alta presión |
| 4340 | 217 | 180 | 0.07 | Inundación |
| 1215 | 167 | 240 | 0.15 | Niebla |
| A2 (blando) | ~200 | 120 | 0.05 | Mínima |
Valores de referencia. Ajustamos según geometría y máquina.
Acabados y post-procesado para acero
El acero se oxida. Necesita protección. Ofrecemos:
Niquelado electroquímico
Capa de 0.1 mm. Mejora resistencia a la corrosión y al desgaste. Ideal para piezas marinas.
Recubrimiento en polvo (powder coating)
Espesor de 0.15 a 0.3 mm. Acabado robusto y decorativo. Disponible en cualquier color RAL.
Carburización
Aumentamos carbono en la superficie. La dureza sube a 55-60 HRC. Perfecto para engranajes y levas. El núcleo sigue siendo tenaz.
Tratamiento térmico post-mecanizado
Para aceros como A2 u O1, realizamos temple al aire o aceite. La distorsión es mínima (<0.02 mm).
Consejos para ahorrar costes en mecanizado de acero
El acero es económico. Pero un mal diseño encarece. Sigue estas reglas:
- Evita cavidades profundas: relación largo/diámetro menor a 4:1.
- Unifica radios: usa el mismo radio de esquina en toda la pieza.
- Reduce tolerancias innecesarias: ±0.05 mm cuesta 30% menos que ±0.01 mm.
- Diseña paredes gruesas: más de 3 mm evita soportes especiales.
- Agrupa operaciones: taladrar y mandrinar en la misma sujeción.
Ejemplo de ahorro: Un soporte de acero 1018 pasó de 45€ a 29€ por pieza. Solo ajustando el radio de esquina de R1 a R2 mm.
Conclusión
Mecanizar acero en CNC es un desafío real. Pero con las herramientas adecuadas, parámetros optimizados y experiencia, se obtienen piezas perfectas. En Yigu Rápido Prototipado dominamos cada tipo de acero. Controlamos el calor, el desgaste y las virutas. Te entregamos componentes duraderos, con acabados profesionales y a precios competitivos. ¿Tienes un proyecto en acero? Nosotros lo hacemos posible.
FAQ
¿Qué acero es más fácil de mecanizar para principiantes?
El 1215 es el más fácil por su alto azufre. Genera viruta corta. Pero no lo sueldes. El 1018 también es buena opción, aunque requiere rompevirutas.
¿Cómo evito que el acero inoxidable se endurezca al cortar?
Usa avances agresivos (0.1 mm/diente) y herramienta afilada. No permitas que la herramienta frote. Refrigera con alta presión.
¿Cuál es el mejor recubrimiento para acero endurecido (50 HRC)?
AlCrN o TiSiN. Soportan más de 1000°C. Extienden la vida útil hasta 5 veces comparado con TiN.
¿Puedo mecanizar acero sin refrigerante?
Solo aceros de baja dureza como el 1215 con niebla. Para otros, necesitas refrigeración. El calor deforma y endurece.
¿Cuánto cuesta mecanizar una pieza de acero 4140?
Depende de la complejidad. Un bloque simple de 50x50x50 mm ronda 18-25€. Pero con tolerancias estrechas y acabado niquelado, puede llegar a 45€.
¿Ofrecen envío internacional?
Sí. Enviamos a toda Europa y América. Plazos de 5 a 12 días laborables.
Contacto Yigu Rápido Prototipado
¿Necesitas piezas de acero con calidad industrial? Cuéntanos tu proyecto. Te respondemos en menos de 4 horas con presupuesto y análisis DFM. Escribe o visita nuestro sitio web. Fabricamos desde 1 unidad hasta 10,000. Tu éxito es nuestra meta.