El tratamiento térmico con láser se ha convertido en una solución de primera calidad para el endurecimiento superficial de precisión en componentes de acero y fundición. A diferencia de los métodos tradicionales que calientan toda la pieza, esta tecnología utiliza un láser de diodo de alta potencia para calentar áreas específicas con un control milimétrico. El resultado es una capa superficial extremadamente dura (martensita) que mejora la resistencia al desgaste, mientras que el núcleo de la pieza mantiene su tenacidad original. Lo más interesante es que el propio material absorbe el calor de forma tan localizada que se enfría solo, eliminando la necesidad de líquidos de templado y minimizando las deformaciones.
¿Cómo funciona el proceso de endurecimiento por láser?
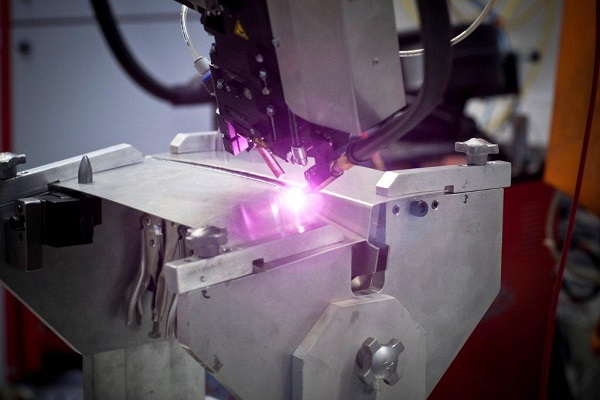
El proceso se basa en un láser de diodo directo de alta potencia (HPDDL). Este tipo de láser emite una longitud de onda de aproximadamente 1 µm, que es perfectamente absorbida por metales ferrosos como el acero al carbono y la fundición. El haz láser se proyecta sobre la superficie de la pieza en un área que suele oscilar entre 12×12 mm y 50×50 mm.
La clave del proceso está en la velocidad. La energía óptica del láser calienta la superficie del metal de forma instantánea. Cuando el acero supera cierta temperatura, su estructura cristalina se transforma en austenita. Al ser un calentazo tan localizado y superficial, el calor se disipa rápidamente hacia el interior frío de la pieza en cuanto el láser se retira. Este fenómeno se conoce como «autotemplado» . Esta rápida extracción de calor convierte la austenita en martensita, una fase microestructural con una dureza excepcional. No se usa agua ni aceite; la propia masa térmica de la pieza actúa como refrigerante.
¿Qué materiales se pueden tratar con este método?
Aunque es una tecnología versátil, su aplicación principal se centra en metales ferrosos. La capacidad de absorber la longitud de onda del láser y de formar martensita hace que los materiales ideales sean:
- Fundiciones grises y nodulares: Muy comunes en bloques de motor y carcasas.
- Aceros para herramientas: Ideales para mejorar la vida útil de matrices y moldes.
- Aceros inoxidables de la serie 400: Endurecibles por transformación.
- Aleaciones de titanio y níquel: También pueden beneficiarse del proceso, aunque con parámetros específicos.
Es importante destacar que este tratamiento se aplica sobre el material base. No se añade una capa externa, sino que se transforma la propiedad del propio material existente.
Ventajas clave: ¿Por qué elegir el tratamiento térmico con láser?
Precisión milimétrica y zonas difíciles
La principal ventaja es la capacidad de endurecer áreas muy concretas, incluso con geometrías complejas. Si tienes un engranaje que solo desgasta en el flanco del diente, el láser puede tratar únicamente esa zona. El control posicional puede tener una precisión de micras, lo que es imposible con una llama abierta o un horno.
Distorsión mínima o nula
Al calentar solo la superficie y de forma localizada, el resto de la pieza permanece frío y actúa como estabilizador. Esto reduce drásticamente las tensiones internas y las deformaciones. En muchos casos, la pieza no requiere mecanizados posteriores al endurecimiento, lo que ahorra tiempo y dinero.
Endurecimiento superficial mejorado
Se consigue una capa de martensita muy dura y homogénea. Al concentrar toda la energía en la superficie, se maximiza el endurecimiento justo donde se necesita: en la zona de contacto y fricción.
Inconvenientes y limitaciones a considerar
Posibilidad de microdistorsiones locales
Aunque la deformación global es mínima, el intenso calor superficial provoca una expansión momentánea del material. En piezas extremadamente delgadas o con filos muy vivos, existe un pequeño riesgo de micro-rebabas o ligeras ondulaciones. A diferencia de otros métodos, no se pueden utilizar abrazaderas directamente sobre la zona tratada sin interferir con el haz láser.
Profundidad de tratamiento limitada
Es un método puramente superficial. La profundidad de la capa endurecida suele ser reducida (generalmente entre 0.1 mm y 1.5 mm). Si tu aplicación requiere una capa endurecida muy profunda (por ejemplo, varios milímetros), el tratamiento térmico con láser no es la opción adecuada y deberías considerar otras alternativas como el endurecido por inducción.
Inversión inicial elevada
El coste de un equipo industrial de láser de alta potencia es significativo. Para empresas con bajo volumen de producción o que no requieren alta precisión, la inversión inicial puede ser difícil de amortizar. Sin embargo, para grandes volúmenes o piezas de alto valor, el ahorro por la reducción de pasos de mecanizado y el menor tiempo de entre lo justifica rápidamente.
Aplicaciones reales en la industria
El endurecimiento por láser no es una promesa de futuro, es una realidad presente en sectores de alta exigencia.
Industria automotriz
Es uno de los mayores usuarios. Se utiliza para endurecer árboles de levas, cigüeñales y asientos de válvulas. También es muy popular para el tratamiento de matrices de estampación, donde la precisión del láser alarga la vida de la herramienta sin deformarla.
Sector aeroespacial
Aquí la precisión y la fiabilidad son críticas. El láser se usa para endurecer componentes del tren de aterrizaje y los bordes de ataque de álabes de turbinas, áreas sometidas a un desgaste y fatiga extremos.
Fabricación de herramientas y moldes (Tool & Die)
Al endurecer solo las superficies de trabajo de un molde o una matriz de inyección, se evita el mecanizado correctivo posterior al tratamiento, un paso que suele ser costoso y lento.
Dispositivos médicos
La capacidad de endurecer áreas selectivas sin deformar el componente es vital para instrumentos quirúrgicos e implantes. Un implante de cadera, por ejemplo, puede tener una superficie articular extremadamente dura, mientras que su núcleo mantiene la flexibilidad necesaria para absorber impactos.
Tabla comparativa: Láser vs. Alternativas comunes
Para ayudarte a visualizar las diferencias, aquí tienes una comparativa con otros métodos de endurecimiento:
| Característica | Tratamiento Térmico con Láser | Endurecido por Inducción | Endurecido a la Llama | Cementación (Termoquímico) |
|---|---|---|---|---|
| Mecanismo | Calentamiento óptico localizado | Corrientes inducidas por campo magnético | Llama abierta (oxiacetilénica) | Difusión de carbono/nitrógeno |
| Precisión | Extremadamente alta (micras) | Alta, pero limitada a formas simétricas | Baja, para áreas amplias | Media, afecta a toda la superficie expuesta |
| Distorsión | Mínima | Baja | Alta | Baja / Media |
| Profundidad típica | 0.1 – 1.5 mm | Hasta varios mm | 1 – 5 mm | 0.1 – 0.7 mm (típico) |
| Coste del equipo | Muy Alto | Alto | Bajo | Medio |
| Piezas ideales | Geometrías complejas, áreas selectivas | Piezas simétricas (ejes, engranajes) | Piezas grandes y sencillas | Piezas pequeñas de gran volumen |
Conclusión
El tratamiento térmico con láser es una técnica de endurecimiento superficial avanzada que ofrece ventajas inigualables en precisión y control de la distorsión. Es la solución perfecta cuando necesitas una dureza superficial excepcional en áreas muy concretas de componentes de acero o fundición, especialmente en sectores como el automotriz, aeroespacial o de fabricación de herramientas. Sin embargo, su limitada profundidad de tratamiento y su alta inversión inicial lo convierten en una solución específica, no universal. Si tu prioridad es la precisión y evitar procesos de acabado, el láser es tu mejor aliado. Si buscas profundidad o tienes un presupuesto ajustado, alternativas como la inducción o la cementación pueden ser más adecuadas.
Preguntas frecuentes (FAQ)
¿El tratamiento térmico con láser es solo para aceros?
No exclusivamente, pero sí mayoritariamente. Funciona de forma óptima en metales ferrosos que pueden formar martensita (aceros y fundiciones). También se aplica en algunas aleaciones de titanio y níquel, pero los parámetros del proceso son diferentes.
¿Se puede aplicar el láser a piezas ya mecanizadas sin que pierdan su tolerancia?
Sí, esa es una de sus mayores ventajas. Gracias a la mínima distorsión, es posible endurecer piezas que ya están en su tolerancia final, eliminando la necesidad de un rectificado posterior.
¿Cuál es la diferencia clave entre el endurecido por láser y el endurecido por inducción?
La diferencia principal es cómo se genera el calor y la geometría de la pieza. El láser es un haz de luz que puede dirigirse a cualquier punto, ideal para geometrías complejas. La inducción usa una bobina que genera un campo magnético, siendo perfecta para piezas redondas y simétricas como ejes o engranajes.
¿Cuánto dura el proceso para una pieza típica, como un árbol de levas?
Es un proceso rápido. La velocidad de barrido del láser puede ser de varios milímetros por segundo. Una pieza como un árbol de levas puede tratarse en cuestión de minutos, dependiendo de la cantidad de superficies a endurecer.
Contacto con Yigu Prototipado Rápido
Si estás evaluando la mejor opción para el endurecimiento de tus componentes, no te quedes con dudas. En Yigu Prototipado Rápido somos expertos en tecnologías de fabricación avanzada y podemos asesorarte sobre si el tratamiento térmico con láser es la solución óptima para tu proyecto. Nuestra experiencia con una amplia gama de materiales y procesos nos permite ofrecerte la solución más eficiente y competitiva. [Contáctanos hoy mismo] para discutir tus necesidades técnicas y descubrir cómo podemos ayudarte a llevar tus piezas al siguiente nivel de rendimiento.