¿Tiene dificultades para mecanizar chapas de bronce sin dañar herramientas o piezas? Este problema es común en la industria. La buena noticia es que con los conocimientos adecuados y las técnicas correctas, usted puede dominar la fabricación de este material versátil. A continuación, le ofrecemos una guía práctica basada en años de experiencia en prototipado rápido.
¿Qué es la Chapa de Bronce y Por Qué Usarla?
La chapa de bronce es una lámina metálica hecha de una aleación de cobre y estaño. A veces se añaden otros elementos como fósforo o zinc. Este material destaca por su excelente resistencia a la corrosión, su alta formalidad y sus propiedades antimicrobianas. Por eso, se usa en sectores como el marino, médico y eléctrico. Un ejemplo claro: los componentes de barcos expuestos al agua salada usan bronce para evitar el óxido.
¿Cuáles Son los Principales Desafíos al Trabajar con Bronce?
El bronce presenta retos únicos que afectan la calidad final. Aquí explicamos los más comunes y cómo anticiparse a ellos.
Alta Ductilidad y Formación de Viruta
La alta ductilidad del bronce hace que durante el corte se generen virutas largas y fibrosas. Estas virutas se enrollan en la herramienta, creando el filo recrecido (BUE). Esto daña el acabado superficial de la pieza. Para evitarlo, usamos herramientas afiladas y ángulos de ataque positivos.
Endurecimiento por Deformación
Muchas aleaciones de bronce se endurecen al trabajar (work-hardening). Esto es crítico en piezas de pared delgada, porque tienden a deformarse o agrietarse durante el doblado. Por ejemplo, al fabricar conectores eléctricos finos, sin los recocidos adecuados, el material se rompe. La solución son ciclos de recocido intermedio a 400-600°C.
Baja Conductividad Térmica y Precisión
A diferencia del cobre, el bronce tiene menor conductividad térmica. Esto concentra el calor en la zona de corte, causando deformación térmica y pérdida de tolerancias. En válvulas hidráulicas de alta presión, un error de 0.05 mm puede provocar fugas. Controlamos la velocidad de avance y usamos refrigerante a presión.
Desgaste Rápido de Herramientas
La composición química variable del bronce (fósforo, aluminio, silicio) acelera el desgaste de las herramientas de metal duro. En nuestra experiencia, procesar bronce al aluminio reduce la vida útil de la herramienta hasta un 40% comparado con bronce fosforado. La solución: herramientas recubiertas con TiAlN o diamante policristalino (PCD).
Comparativa de Aleaciones de Bronce para Chapa
Elegir la aleación correcta es el paso más importante para el éxito. La siguiente tabla le ayuda a decidir según su aplicación.
| Aleación | Nombre Comercial | Resistencia a Tracción (MPa) | Dureza Brinell | Alargamiento (%) | Mejor para… |
|---|---|---|---|---|---|
| Bronce 220 | Bronce comercial | 55 – 117 | 92 | 49 | Doblado múltiple (resiste endurecimiento) |
| Bronce 510 | Bronce fosforado | 131 – 200 | 68 – 79 | 48 – 62 | Muelle y conectores (alta resistencia) |
| Bronce 240 | Latón de baja aleación | 140 – 210 | 85 | 40 – 55 | Aplicaciones decorativas (bajo costo) |
Dato clave: El Bronce 510 contiene un pequeño porcentaje de fósforo (0.1-0.4%) que mejora su resistencia al desgaste y fatiga. Es soldable por arco y ideal para chapas perforadas en filtros industriales.
Procesos de Fabricación Paso a Paso
Aquí detallamos los métodos más usados con parámetros reales de taller.
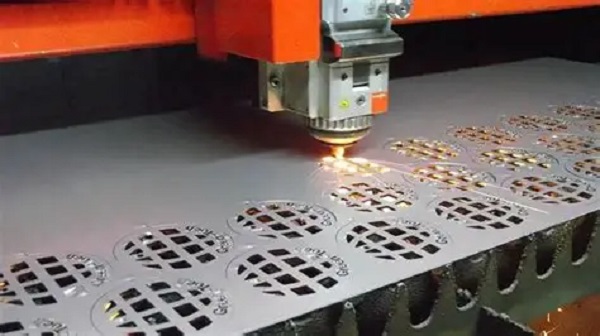
Corte Láser y Cizallado
El corte por láser de fibra es el más preciso para chapas de bronce de 0.5 a 6 mm. Usamos potencia de 1.5 a 3 kW con oxígeno asistido. Para evitar rebabas, ajustamos la frecuencia a 500-1000 Hz. En cambio, el cizallado es mejor para chapas finas (<2 mm) sin endurecer el borde.
Consejo práctico: Si la chapa es muy delgada (<0.8 mm), coloque una película plástica entre las cuchillas. Esto evita marcas de presión y deformación.
Doblado y Plegado
El bronce se dobla mejor en dirección perpendicular a la dirección de laminación. Para un radio de curvatura seguro, use esta regla: radio mínimo = 2 x espesor de chapa.
- Sin recocido: Bronce 220 permite hasta 3 dobleces seguidos.
- Con recocido: Caliente a 450°C durante 30 minutos y enfríe al aire. Esto elimina el endurecimiento.
Caso real: En un proyecto de carcasas para equipos médicos, usamos Bronce 510 de 1.5 mm. La pieza requería 5 dobleces en U muy juntos. Aplicamos recocido después del segundo doblez y logramos tolerancias de ±0.1 mm sin grietas.
Estampado y Acuñado
El estampado de bronce necesita matrices con holgura del 8-10% del espesor. Evite esquinas vivas; siempre añada radios de alivio de al menos 0.5 mm. Esto previene el desgarro por endurecimiento. Para altas producciones (>10,000 piezas), use herramientas de acero recubierto con nitruro de titanio (TiN).
Mecanizado de Roscas y Agujeros
Aquí aparece el mayor dolor de cabeza: las virutas largas. Para roscar válvulas hidráulicas de bronce, siga este método probado:
- Taladro piloto con broca de carburo y ángulo de 140°.
- Macho de roscar con diseño de canales rectificadas y ángulo de ataque de 12°.
- Refrigerante a alta presión (20 bar) directamente al filo.
- Avance intermitente: cada 2 mm de rosca, retroceda para romper la viruta.
Resultado: Redujimos el tiempo de ciclo en un 35% y eliminamos el 98% de las roturas de macho en un lote de 500 cuerpos de válvula.
DFM: Diseño para Fabricación de Bronce
Aplicar principios de Diseño para Fabricación (DFM) desde el inicio ahorra costes. El bronce es un material caro, así que cada milímetro cuenta.
Reglas de Oro del DFM
- Evite esquinas internas agudas: Use radios ≥ 1.5 mm.
- Unifique espesores: No mezcle zonas gruesas y finas en la misma pieza.
- Alivios en dobleces cerrados: Si el doblez supera los 90°, añada un pequeño alivio (muesca) en el pliegue.
- Simetría: Las piezas simétricas se pueden estampar en ambos lados, reduciendo el desperdicio.
Ejemplo real: Rediseñamos un soporte marino que usaba 2.5 kg de bronce por pieza. Aplicando DFM (reduciendo un espesor de 4 mm a 3 mm y añadiendo nervaduras), el peso bajó a 1.8 kg. El ahorro fue de 28% en material.
Acabados Superficiales para Proteger el Bronce
El bronce natural desarrolla una pátina con el tiempo. Si busca mantener su aspecto o mejorar propiedades, use estos acabados.
Chapado Metálico
El chapado por electrolisis es el más común. Ofrecemos:
- Níquel electrolítico: Aumenta dureza superficial a 500 HV y resistencia a la corrosión salina (más de 500 horas en niebla salina).
- Cromo duro: Para piezas con desgaste por fricción (coeficiente de fricción 0.12).
- Chapado sin electricidad (químico): Ideal para geometrías complejas con agujeros ciegos.
Recubrimiento Transparente
Si prefiere el color cálido original del bronce, aplique un barniz transparente de poliuretano. Este no altera el tono y protege contra huellas dactilares y oxidación leve. En exteriores, use un recubrimiento con filtro UV para evitar el oscurecimiento.
Preguntas Frecuentes sobre Chapa de Bronce
¿Se puede soldar chapa de bronce sin gas protector?
Sí, pero solo con soldadura blanda (est año). Para soldadura fuerte o TIG, es obligatorio usar gas argón para evitar la oxidación del estaño.
¿Cómo evitar que el bronce se agriete al doblarlo?
Caliente la chapa a 250-300°C antes del doblez. Si el espesor supera los 3 mm, aumente la temperatura a 450°C y doble inmediatamente.
¿Qué aleación de bronce es mejor para ambientes marinos?
El bronce de aluminio (C95400) o el bronce de silicio (C87600). Ambos resisten la corrosión por agua salada mejor que el bronce 220.
¿Es caro fabricar piezas de bronce a medida?
El coste del material es alto (3-5 veces más que el acero), pero el bronce dura décadas sin mantenimiento. Para prototipos, use Bronce 220 que es más económico.
¿Cuánto tiempo tarda un pedido de chapas de bronce personalizadas?
En Yigu Rápido Prototipado, entregamos prototipos en 5-7 días hábiles. Para series de 100-500 piezas, el plazo es de 15-20 días.
Conclusión
La fabricación de chapas de bronce es un arte que combina ciencia de materiales y técnica de taller. Los desafíos como el endurecimiento por deformación, las virutas largas y el desgaste de herramientas tienen solución: elija la aleación correcta (Bronce 220 para dobleces, Bronce 510 para resortes), aplique DFM desde el diseño y controle el calor durante el mecanizado. Con estos conocimientos, usted podrá producir piezas de bronce precisas, duraderas y estéticas, incluso en geometrías complejas como válvulas hidráulicas o conectores eléctricos.
Contacto Yigu Rápido Prototipado
¿Necesita fabricar chapas de bronce con alta precisión? En Yigu Rápido Prototipado somos especialistas en prototipos y series cortas de bronce, aluminio y acero inoxidable. Ofrecemos entrega en 5-7 días y asesoría DFM gratuita. Solicite su presupuesto hoy mismo visite nuestro sitio web.